




















































ビュー: 3 著者: サイト編集者 公開時間: 2024-05-03 起源: サイト
表现:
短時間内保護镜损坏出现点、保護镜出光面に点状の点があり、现黄色または白色の中点を呈する
パフォーマンス:
短期間で保護ミラーが損傷して焼け、保護ミラーの発光面が少し損傷し、黒または白の黒い斑点が現れます。
原因分析:
プロセス/手法/設置などの影響により、製造反動が発生し、レーザー出力が常態化する
原因分析:
工程・技術・設定の影響により、スラグ反転が破損につながる場合があり、レーザー発光が異常となるケースは非常に少ないです。
解決策
① 適切な大気圧、通常の場合の流量は 15 以下、圧力は 4 以下、ガス使用時の圧力表は 2 パブリック °C 以下であると推定されます。
②焊接時間延べ焊接板材との呈示角度45°焊接、垂直不要
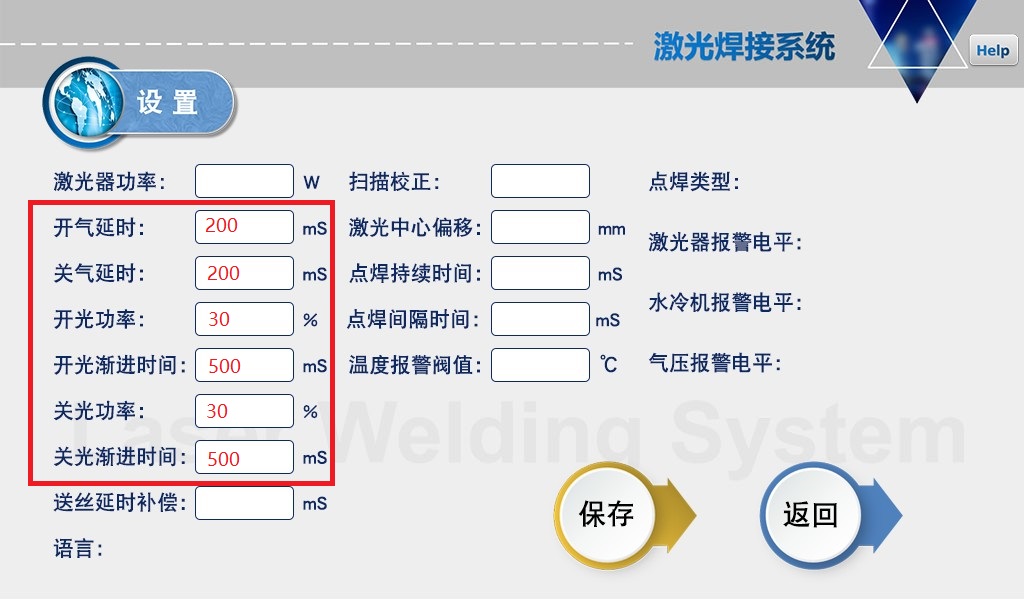
③設定パラメータ全力で缓升降下、例:开/关気遅延200-500ms、开/关光電力20%、开/关光进時間200-300ms、例:図不可0
解決
① 空気圧を適切に上げます。通常の状況では、流量は 15 以上、圧力は 4 以上です。2 kg 以上の酸素圧力計を使用することをお勧めします。
②溶接の際はガンをプレートに対して垂直ではなく45度にして溶接してください。
③ 図に示すように、オン/オフガス遅延 200 ~ 500 ミリ秒、オン/オフ光パワー 20%、オン/オフ光漸進時間 200 ~ 300 ミリ秒など、パラメータをできるだけゆっくり設定します。0 を設定することはできません。
④ 鋼材と厚板を溶接する場合、この材料は他の材料に比べて鋼材が傷つきやすいため、最小限の電力で接続してください。
⑤保護フィルムの使用の耐久性は保護フィルムの量によって決まるため、原始フィルムシートの使用を推奨
⑥高電力では、低電力に比べて刃の消耗が増加する可能性があり、これは制御できない範囲です
⑦当以上都無法処理時、可更换F200聚焦镜+加长宽刻度管来减少飞溅(要外取购)
④ アルミニウムと亜鉛メッキ板を溶接する場合、この材料は他の材料に比べてレンズを損傷しやすいため、最小限の力で溶接してください。
⑤ 保護ガラスの品質も耐久性を左右します。純正レンズのご使用をお勧めします。
⑥ 高倍率では、低倍率に比べてレンズ損失が増加し、制御できなくなります。
⑦ 上記が対応できない場合は、F200 集光レンズを交換し、飛沫を軽減する縦横校正管を追加することも可能です(追加購入が必要です)。

