




















































Lượt xem: 3 Tác giả: Site Editor Thời gian xuất bản: 2024-05-03 Nguồn gốc: Địa điểm
表现:
短时间内保护镜损坏出现烧点,保护镜出光面有点状损坏点,呈现黑色或白色中黑点
Hiệu suất:
Trong thời gian ngắn, gương bảo vệ bị hư hỏng và cháy, bề mặt phát sáng của gương bảo vệ bị hư hỏng nhẹ, xuất hiện các đốm đen hoặc trắng.
原因分析:
由于工艺/手法/设置等影响,造成反渣导致损坏,极个别为激光器出光异常
Phân tích nguyên nhân:
Do ảnh hưởng của quy trình/kỹ thuật/thiết lập, việc đảo xỉ dẫn đến hư hỏng và rất ít trường hợp phát ra ánh sáng laser bất thường.
解决方案
①适当增大气压通常情况下流量不低于15,压力不低于4,建议使用氧气的压力表不低于2公斤
②焊接时尽量焊接枪与板材呈现45°焊接,不要垂直
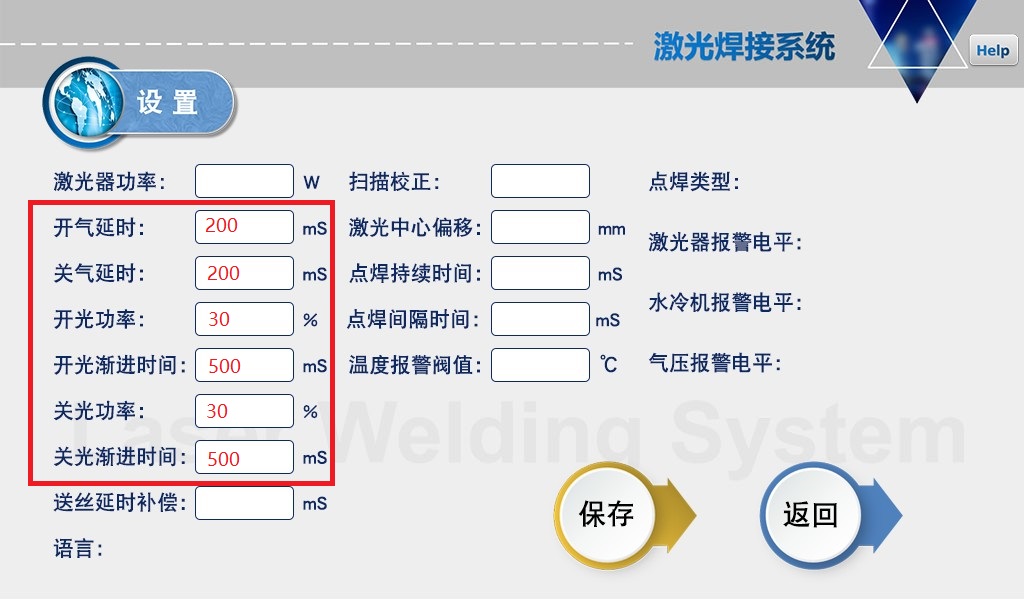
③设置参数尽量给予缓升缓降,如开/关气延时200-500ms,开/关光功率20%,开/关光渐进时间200-300ms,如图不可设0
giải pháp
① Tăng áp suất không khí một cách thích hợp. Trong trường hợp bình thường, tốc độ dòng chảy không nhỏ hơn 15 và áp suất không nhỏ hơn 4. Nên sử dụng máy đo áp suất oxy không dưới 2 kg.
② khi hàn cố gắng hàn súng với tấm ở góc 45, không hàn theo chiều dọc.
③ Đặt các thông số càng chậm càng tốt, chẳng hạn như độ trễ khí bật/tắt là 200-500ms, công suất đèn bật/tắt là 20% và thời gian bật/tắt dần dần của đèn là 200-300ms, như trong hình, bạn không thể đặt 0.
④在焊接铝材和镀锌板时,这种材质会比其他材质更容易损坏镜片,应使用最小功率焊接。
⑤保护镜的质量也决定了其使用的耐用度,建议使用原厂镜片
⑥高功率下,相比于低功率,镜片的损耗会提高,这个是不可控的范围
⑦当以上都无法处理时,可更换F200聚焦镜+加长宽刻度管来减少飞溅(需额外采购)
④ Khi hàn nhôm và tấm mạ kẽm, vật liệu này sẽ dễ làm hỏng thấu kính hơn các vật liệu khác và nên sử dụng công suất hàn tối thiểu.
⑤ Chất lượng kính bảo hộ cũng quyết định độ bền của chúng. Nên sử dụng ống kính gốc.
⑥ Ở công suất cao, độ hao hụt của ống kính sẽ tăng lên so với công suất thấp, không thể kiểm soát được.
⑦ Khi không thể xử lý được những điều trên, có thể thay thế ống kính lấy nét F200 và có thể thêm ống hiệu chỉnh chiều dài và chiều rộng để giảm hiện tượng bắn tung tóe (cần mua thêm).

