




















































Views: 3 Author: Site Editor ເວລາເຜີຍແຜ່: 2024-05-03 ຕົ້ນກໍາເນີດ: ເວັບໄຊ
ພາສາ:
短时间 的更多内容
ປະສິດທິພາບ:
ໃນໄລຍະເວລາສັ້ນໆ, ກະຈົກປ້ອງກັນເສຍຫາຍແລະຖືກໄຟໄຫມ້, ແລະດ້ານແສງສະຫວ່າງຂອງກະຈົກປ້ອງກັນເສຍຫາຍເລັກນ້ອຍ, ສະແດງໃຫ້ເຫັນຈຸດສີດໍາຫຼືສີຂາວ.
原因分析:
由于工艺/手法/设置等影响,造成反渣导致损坏,极个别为激光器出光异常
ການວິເຄາະສາເຫດ:
ເນື່ອງຈາກອິດທິພົນຂອງຂະບວນການ / ເຕັກນິກ / ການຕັ້ງຄ່າ, ການປີ້ນກັບ slag ນໍາໄປສູ່ຄວາມເສຍຫາຍ, ແລະກໍລະນີຈໍານວນຫນ້ອຍຫຼາຍແມ່ນການປ່ອຍແສງເລເຊີຜິດປົກກະຕິ.
解决方案
①适当增大气压,通常情况下流量不低于15,压力不低于4,建议使用氧氽的压力
②焊接时尽量焊接枪与板材呈现45°焊接,不要垂直
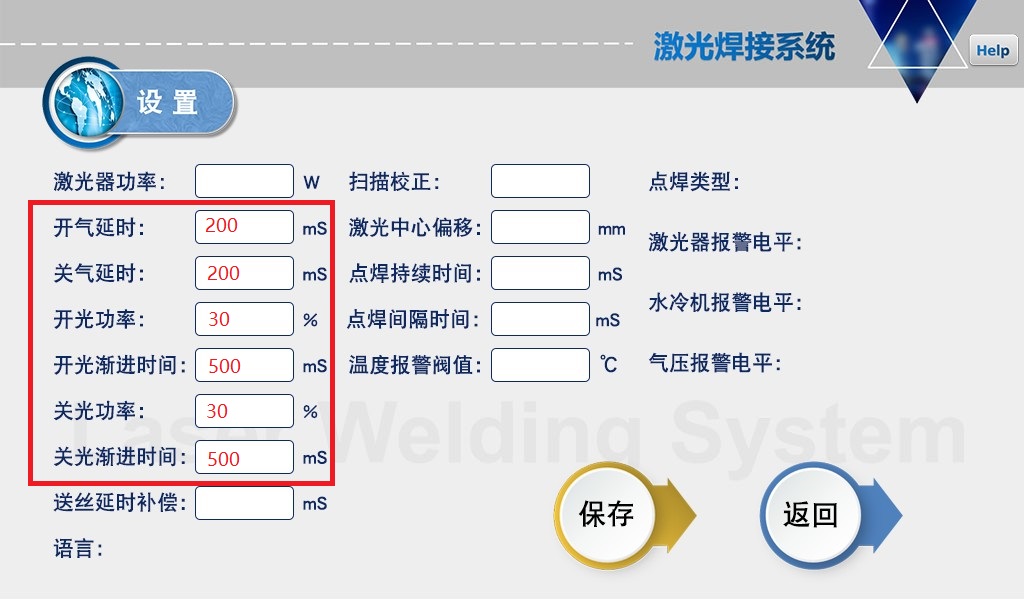
③设置参数尽量给予缓升缓降,如开/关气延时200-500ms,开/关光功率20%,开/关光渐进时间200-300ms,如图不可设0
ການແກ້ໄຂ
① ເພີ່ມຄວາມກົດດັນອາກາດໃຫ້ເໝາະສົມ. ພາຍໃຕ້ສະຖານະການປົກກະຕິ, ອັດຕາການໄຫຼບໍ່ຫນ້ອຍກວ່າ 15 ແລະຄວາມກົດດັນບໍ່ຫນ້ອຍກວ່າ 4. ແນະນໍາໃຫ້ໃຊ້ເຄື່ອງວັດແທກຄວາມດັນອົກຊີເຈນທີ່ບໍ່ຫນ້ອຍກວ່າ 2 ກິໂລ.
② ເມື່ອການເຊື່ອມໂລຫະ, ພະຍາຍາມເຊື່ອມປືນດ້ວຍແຜ່ນທີ່ 45, ບໍ່ແມ່ນແນວຕັ້ງ.
③ ກໍານົດພາລາມິເຕີຊ້າທີ່ສຸດເທົ່າທີ່ເປັນໄປໄດ້, ເຊັ່ນ: ການຊັກຊ້າການເປີດ / ປິດອາຍແກັສຂອງ 200-500ms, ການເປີດ / ປິດພະລັງງານແສງສະຫວ່າງ 20%, ແລະເວລາຄ່ອຍໆເປີດ / ປິດຂອງ 200-300ms, ດັ່ງທີ່ສະແດງຢູ່ໃນຮູບ, ທ່ານບໍ່ສາມາດກໍານົດ 0.
④在焊接铝材和镀锌板时,这种材质会比其他材质更多易损坏镜片,应使用最小犟
⑤保护镜的质量也决定了其使用的耐用度,建议使用原厂镜片
⑥高功率下,相比于低功率,镜片的损耗会提高,这个是不可控的范围
⑦当以上都无法处理时,可更换F200聚焦镜+加长宽刻度管来减少飞溅(需额外)
④ ເມື່ອການເຊື່ອມໂລຫະອາລູມິນຽມແລະແຜ່ນສັງກະສີ, ວັດສະດຸນີ້ຈະທໍາລາຍເລນໄດ້ງ່າຍກວ່າວັດສະດຸອື່ນໆ, ແລະການເຊື່ອມໄຟຟ້າຕ່ໍາສຸດຄວນຖືກນໍາໃຊ້.
⑤ ຄຸນນະພາບຂອງແວ່ນຕາປ້ອງກັນຍັງກໍານົດຄວາມທົນທານຂອງເຂົາເຈົ້າ. ແນະນໍາໃຫ້ໃຊ້ເລນຕົ້ນສະບັບ.
⑥ ພາຍໃຕ້ພະລັງງານສູງ, ການສູນເສຍເລນຈະເພີ່ມຂຶ້ນເມື່ອທຽບກັບພະລັງງານຕ່ໍາ, ເຊິ່ງບໍ່ສາມາດຄວບຄຸມໄດ້.
⑦ເມື່ອບໍ່ສາມາດແກ້ໄຂຂ້າງເທິງນີ້, ເລນສຸມ F200 ສາມາດໄດ້ຮັບການທົດແທນແລະທໍ່ການປັບຂະຫນາດຄວາມຍາວແລະຄວາມກວ້າງຂອງການຫຼຸດຜ່ອນ splashing (ຕ້ອງການຊື້ເພີ່ມເຕີມ).

