




















































Դիտումներ՝ 3 Հեղինակ՝ Կայքի խմբագիր Հրապարակման ժամանակը՝ 2024-05-03 Ծագում. Կայք
表现:
短时间内保护镜损坏出现烧点,保护镜出光面有点状损坏点,呈现黑色有点状损坏点,呈现黑色我
Կատարումը:
Կարճ ժամանակահատվածում պաշտպանիչ հայելին վնասվում և այրվում է, իսկ պաշտպանիչ հայելու լույս արձակող մակերեսը մի փոքր վնասվում է՝ ցույց տալով սև կամ սպիտակ սև կետեր։
Մանրամասն:
由于工艺/手法/设置等影响,造成反渣导致损坏,极个别为激光器出光弁
Պատճառների վերլուծություն.
Գործընթացի/տեխնիկայի/կարգավորման ազդեցության պատճառով խարամի հակադարձումը հանգեցնում է վնասների, և շատ քիչ դեպքեր են աննորմալ լազերային լույսի արտանետում:
解决方案
①适当增大气压,通常情况下流量不低于15,压力不低于4,建议使用氧气的压力表不低于2公斤
②焊接时尽量焊接枪与板材呈现45°焊接,不要垂直
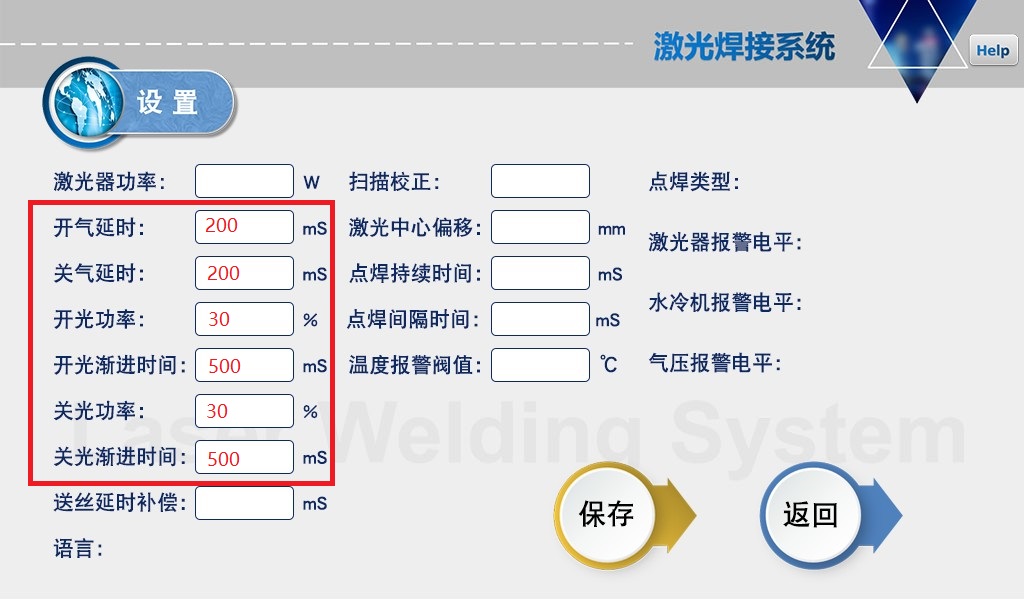
③设置参数尽量给予缓升缓降,如开/关气延时200-500ms,开/关光功率20%,开/关光渐进时间200-300ms,如图不可设0
լուծում
① Բարձրացրեք օդի ճնշումը պատշաճ կերպով: Նորմալ պայմաններում հոսքի արագությունը 15-ից ոչ պակաս է, իսկ ճնշումը՝ 4-ից: Խորհուրդ է տրվում օգտագործել 2 կգ-ից ոչ պակաս թթվածնի ճնշաչափ:
② եռակցման ժամանակ փորձեք ատրճանակը թիթեղով զոդել 45-ում, ոչ թե ուղղահայաց:
③ Սահմանեք պարամետրերը որքան հնարավոր է դանդաղ, ինչպիսիք են գազի միացման/անջատման ուշացումը 200-500 մվ, միացման/անջատման լույսի հզորությունը 20%, և միացման/անջատման լույսի աստիճանական ժամանակը 200-300 մվ, ինչպես ցույց է տրված նկարում, դուք չեք կարող 0 սահմանել:
④在焊接铝材和镀锌板时,这种材质会比其他材质更容易损坏镜片,应使用最小功率焊接。
⑤保护镜的质量也决定了其使用的耐用度,建议使用原厂镜片
⑥高功率下,相比于低功率,镜片的损耗会提高,这个是不可控的范围
⑦当以上都无法处理时,可更换F200聚焦镜+加长宽刻度管来减少飞溅(镜+加长宽刻度管来减少飞溅(镜
④ Ալյումինի և ցինկապատ թերթի եռակցման ժամանակ այս նյութը ավելի հեշտությամբ կվնասի ոսպնյակը, քան մյուս նյութերը, և պետք է օգտագործվի նվազագույն հզորության զոդում:
⑤ Պաշտպանիչ ակնոցների որակը նույնպես որոշում է դրանց ամրությունը։ Խորհուրդ է տրվում օգտագործել օրիգինալ ոսպնյակներ։
⑥ Բարձր հզորության դեպքում ոսպնյակի կորուստը կաճի ցածր էներգիայի համեմատ, ինչը անվերահսկելի է:
⑦ Երբ վերը նշվածը հնարավոր չէ լուծել, F200 ֆոկուսային ոսպնյակը կարող է փոխարինվել և երկարության և լայնության չափաբերման խողովակը կարող է ավելացվել՝ շաղ տալը նվազեցնելու համար (պահանջվում է լրացուցիչ գնում):

