




















































Просмотры: 3 Автор: Редактор сайта Время публикации: 3 мая 2024 г. Происхождение: Сайт
Источник:
短时间内保护镜损坏出现烧点,保护镜出光面有点状损坏点,呈现黑色或白色中黑点
Производительность:
За короткий период времени защитное зеркало повреждается и сгорает, а светоизлучающая поверхность защитного зеркала немного повреждается, покрываясь черными или белыми черными пятнами.
原因分析:
由于工艺/手法/设置等影响, 造成反渣导致损坏, 极个别为激光器出光异常
Анализ причин:
Из-за влияния процесса/техники/настройки обращение шлака приводит к повреждению, и в очень редких случаях возникает аномальное излучение лазерного света.
解决方案
①适当增大气压,通常情况下流量不低于15,压力不低于4,建议使用氧气的压力表不低于2公斤
②焊接时尽量焊接枪与板材呈现45°焊接,不要垂直
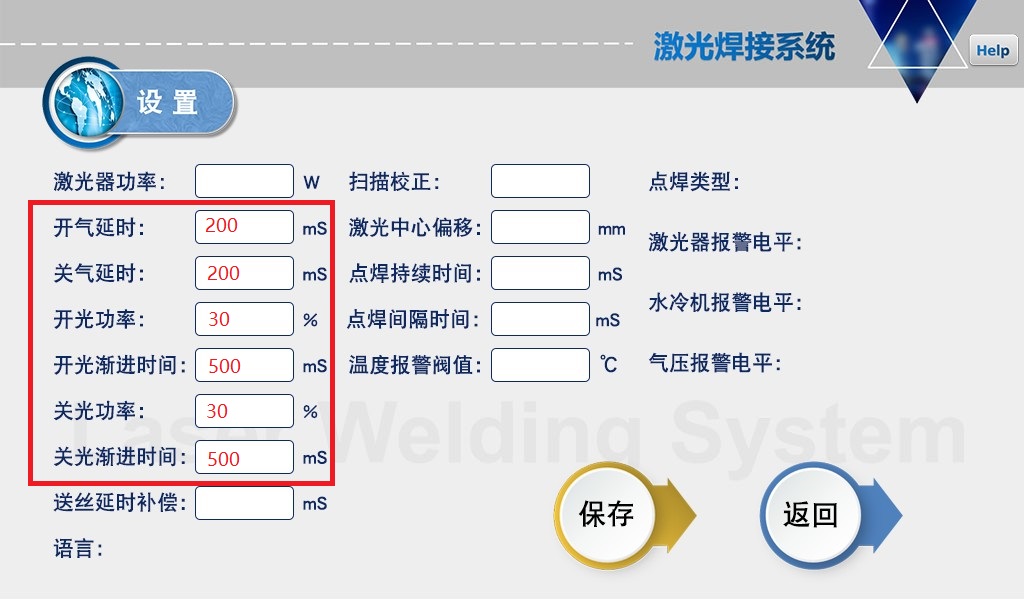
③设置参数尽量给予缓升缓降,如开/关气延时200–500 мс, / 关光功率20%, 开/关光渐进时间200-300 мс, 如图不可设0
решение
① Соответствующим образом увеличьте давление воздуха. В нормальных условиях расход не менее 15 и давление не менее 4. Рекомендуется использовать кислородный манометр не менее 2 кг.
② при сварке старайтесь приваривать пистолет так, чтобы пластина находилась под углом 45, а не вертикально.
③ Установите параметры как можно медленнее, например, задержку включения/выключения газа 200–500 мс, мощность включения/выключения света 20 % и постепенное время включения/выключения света 200–300 мс, как показано на рисунке, вы не можете установить 0.
④在焊接铝材和镀锌板时,这种材质会比其他材质更容易损坏镜片,应使用最小功率焊接。
⑤保护镜的质量也决定了其使用的耐用度,建议使用原厂镜фото
⑥高功率下,相比于低功率,镜片的损耗会提高,这个是不可控的范围
⑦当以上都无法处理时,可更换F200聚焦镜+加长宽刻度管来减少飞溅(需额外采购)
④ При сварке алюминия и оцинкованного листа этот материал легче повредит линзу, чем другие материалы, поэтому следует использовать сварку минимальной мощности.
⑤ Качество защитных очков также определяет их долговечность. Рекомендуется использовать оригинальные линзы.
⑥ При высокой мощности потери линзы увеличиваются по сравнению с низкой мощностью, что не поддается контролю.
⑦ Если вышеуказанное невозможно выполнить, можно заменить фокусирующую линзу F200 и добавить калибровочную трубку длины и ширины, чтобы уменьшить разбрызгивание (требуется дополнительная покупка).

