




















































بازدید: 3 نویسنده: ویرایشگر سایت زمان انتشار: 2024-05-03 منبع: سایت
表现:
短时间内保护镜损坏出现烧点,保护镜出光面有点状损坏点,呈现黑色有点状损坏点,呈现黑色戞
عملکرد:
در مدت زمان کوتاهی آینه محافظ آسیب دیده و می سوزد و سطح تابش نور آینه محافظ کمی آسیب دیده و لکه های سیاه یا سفید را نشان می دهد.
原因分析:
由于工艺/手法/设置等影响,造成反渣导致损坏,极个别为激光器出光异
تجزیه و تحلیل علت:
به دلیل تاثیر فرآیند/تکنیک/تنظیم، معکوس شدن سرباره منجر به آسیب می شود و موارد بسیار کمی تابش نور لیزر غیرعادی است.
解决方案
①适当增大气压,通常情况下流量不低于15,压力不低于4,建议使用氧气的压力表不低于2公斤
②焊接时尽量焊接枪与板材呈现45°焊接,不要垂直
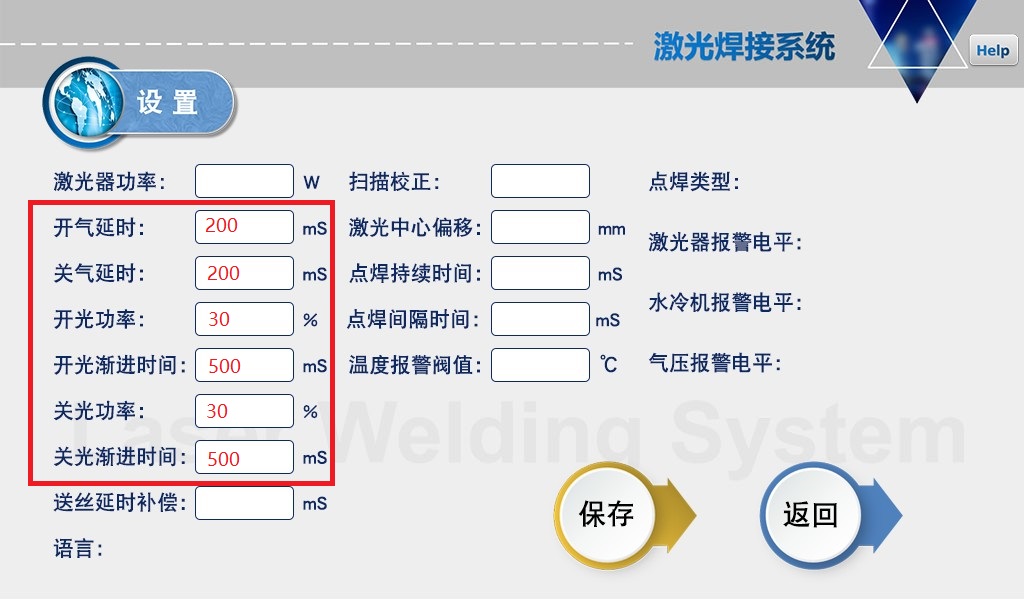
③设置参数尽量给予缓升缓降,如开/关气延时200-500ms,开/关光功率20%,开/关光渐进时间200-300ms,如图不可设0
راه حل
① فشار هوا را به طور مناسب افزایش دهید. در شرایط عادی، دبی کمتر از 15 و فشار کمتر از 4 نیست. توصیه می شود از فشار سنج اکسیژن کمتر از 2 کیلوگرم استفاده کنید.
② هنگام جوشکاری، سعی کنید تفنگ را با صفحه 45 جوش دهید، نه عمودی.
③ پارامترها را تا حد ممکن آهسته تنظیم کنید، مانند تاخیر روشن/خاموش گاز 200-500 میلی ثانیه، قدرت چراغ روشن/خاموش 20 درصد و زمان تدریجی روشن/خاموش نور 200-300 میلی ثانیه، همانطور که در شکل نشان داده شده است، نمی توانید 0 را تنظیم کنید.
④在焊接铝材和镀锌板时,这种材质会比其他材质更容易损坏镜片,应使用最小功率焊接.
⑤保护镜的质量也决定了其使用的耐用度,建议使用原厂镜片
⑥高功率下,相比于低功率,镜片的损耗会提高,这个是不可控的范围
⑦当以上都无法处理时,可更换F200聚焦镜+加长宽刻度管来减少飞溅(镜+加长宽刻度管来减少飞溅(镜
④ هنگام جوشکاری آلومینیوم و ورق گالوانیزه، این ماده راحت تر از سایر مواد به لنز آسیب می رساند و باید از جوشکاری حداقل قدرت استفاده شود.
⑤ کیفیت شیشه های محافظ نیز دوام آنها را تعیین می کند. توصیه می شود از لنزهای اصلی استفاده کنید.
⑥ تحت توان بالا، از دست دادن لنز در مقایسه با توان کم، که غیر قابل کنترل است، افزایش می یابد.
⑦ هنگامی که موارد فوق قابل کنترل نیست، لنز فوکوس F200 را می توان جایگزین کرد و لوله کالیبراسیون طول و عرض را می توان برای کاهش پاشش اضافه کرد (خرید اضافی لازم است).

