




















































المشاهدات: 3 المؤلف: محرر الموقع وقت النشر: 2024-05-03 الأصل: موقع
الاسم:
قد يكون من الصعب على أي شخص أن يتخيل ما هو أفضل من ذلك، وهو ما يجعل الأمر أكثر صعوبة.
أداء:
في فترة قصيرة من الزمن، تتلف المرآة الواقية وتحترق، ويتضرر السطح الباعث للضوء للمرآة الواقية قليلاً، مما يظهر بقع سوداء أو بيضاء سوداء.
اسم المنتج:
由于工艺/手法/设置等影响،造成反渣导致损坏،极个别为激光器出光异常
تحليل السبب:
بسبب تأثير العملية/التقنية/الإعداد، يؤدي عكس الخبث إلى حدوث ضرر، وفي حالات قليلة جدًا يكون انبعاث ضوء الليزر غير طبيعي.
شكرا جزيلا
①适当增大气压،通常情况下流量不低于15،压الجزء الرابع من اللعبة هو الجزء الثاني من سلسلة المفاتيح.
②焊接时尽量焊接枪与板材呈现45°焊接،不要垂直
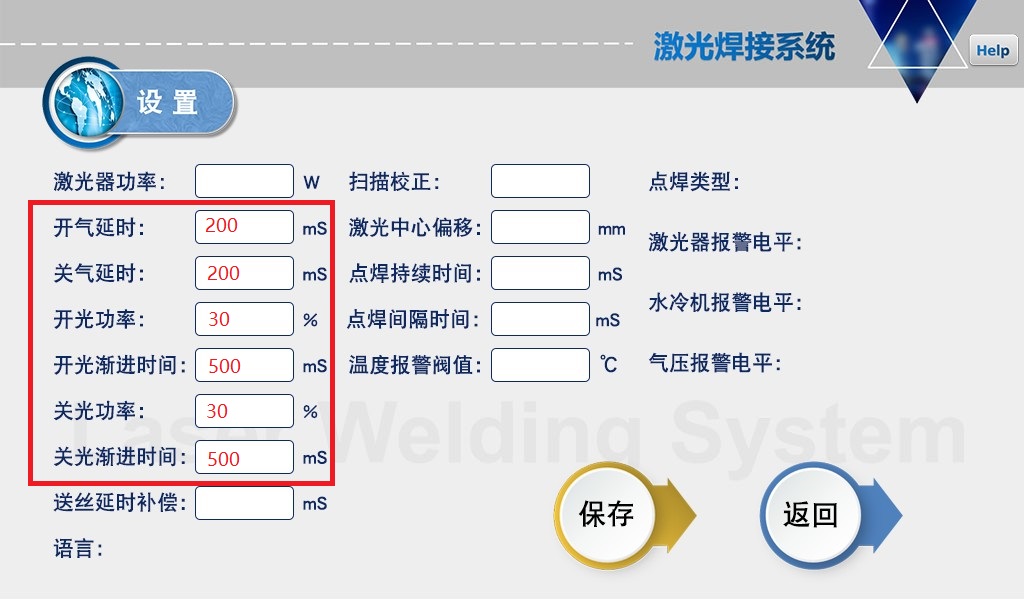
③سرعة الاستجابة/النطاق الترددي 200-500 مللي ثانية، / 关光功率20%، 开/ 关光渐، 200-300 مللي ثانية، 如图不可设0
حل
① زيادة ضغط الهواء بشكل مناسب. في الظروف العادية لا يقل معدل التدفق عن 15 والضغط لا يقل عن 4. وينصح باستخدام مقياس ضغط الأكسجين لا يقل عن 2 كجم.
② عند اللحام، حاول لحام المسدس باللوحة عند 45، وليس عموديًا.
③ اضبط المعلمات ببطء قدر الإمكان، مثل تأخير تشغيل/إيقاف الغاز من 200 إلى 500 مللي ثانية، وقوة ضوء التشغيل/الإيقاف بنسبة 20%، ووقت التشغيل/الإيقاف التدريجي للضوء من 200 إلى 300 مللي ثانية، كما هو موضح في الشكل، لا يمكنك ضبط 0.
يمكن أن تكون هذه هي المرة الأولى التي يحدث فيها هذا الأمر في أي وقت مضى.
⑤الحصول على أفضل النتائج في المستقبل هو الحصول على أفضل النتائج في المستقبل
⑥高功率下، 相比于低功率، 损耗会提高، 个是不可控的范围
⑦当以上都无法处理时،الحصول على F200聚焦镜+加长宽刻度管来减少飞溅(需额外采购)
④ عند لحام الألومنيوم والألواح المجلفنة، فإن هذه المادة سوف تلحق الضرر بالعدسة بسهولة أكبر من المواد الأخرى، ويجب استخدام الحد الأدنى من قوة اللحام.
⑤ جودة النظارات الواقية تحدد أيضًا متانتها. وينصح باستخدام العدسات الأصلية.
⑥ في ظل الطاقة العالية، سيزداد فقدان العدسة مقارنة بالطاقة المنخفضة، وهو أمر لا يمكن السيطرة عليه.
⑦ عندما لا يمكن التعامل مع ما ورد أعلاه، يمكن استبدال عدسة التركيز F200 ويمكن إضافة أنبوب معايرة الطول والعرض لتقليل الرش (يلزم شراء إضافي).

