




















































Baxış sayı: 3 Müəllif: Sayt redaktoru Nəşr vaxtı: 2024-05-03 Mənşə: Sayt
表现:
短时间内保护镜损坏出现烧点,保护镜出光面有点状损坏点,呈现黑护镜损坏出现烧点,
Performans:
Qısa müddət ərzində qoruyucu güzgü xarab olur və yanır və qoruyucu güzgünün işıq saçan səthi bir qədər zədələnir, qara və ya ağ qara ləkələr görünür.
原因分析:
由于工艺/手法/设置等影响,造成反渣导致损坏,极个别为激光器出光异异
Səbəb təhlili:
Prosesin/texnikanın/tənzimləmənin təsiri ilə şlakların geri çevrilməsi zədələnməyə səbəb olur və çox az hallarda anormal lazer işığı emissiyası olur.
解决方案
①适当增大气压,通常情况下流量不低于15,压力不低于4,建议使用氧气的压力表不低于2公斤
②焊接时尽量焊接枪与板材呈现45°焊接,不要垂直
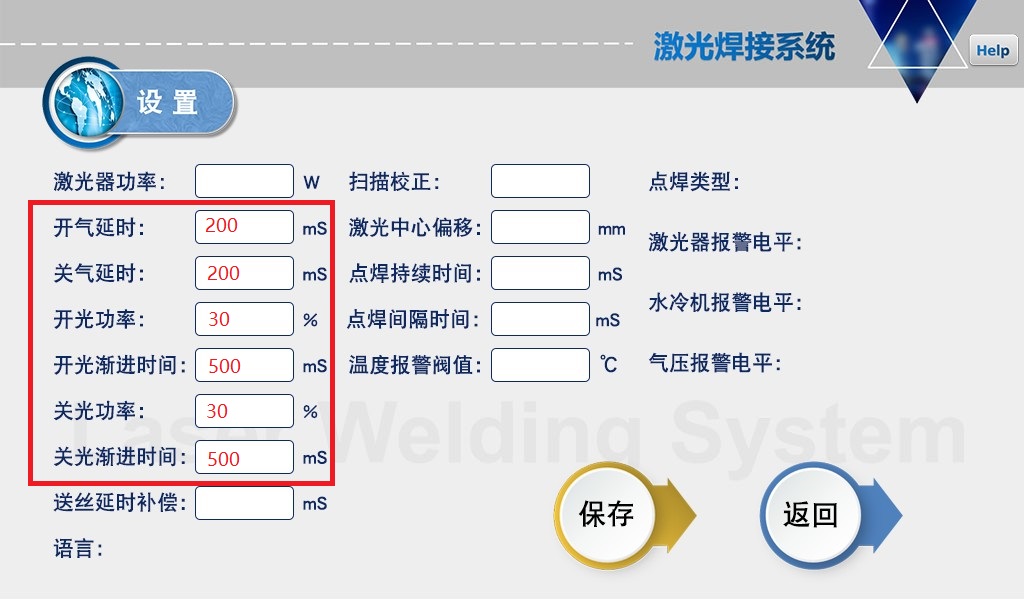
③设置参数尽量给予缓升缓降,如开/关气延时200-500ms,开/关光功率20%,开/关光渐进时间200-300ms,如图不可设0
həll
① Hava təzyiqini müvafiq qaydada artırın. Normal şəraitdə, axın sürəti 15-dən az deyil və təzyiq 4-dən az deyil. 2 kq-dan az olmayan bir oksigen manometrindən istifadə etmək tövsiyə olunur.
② qaynaq edərkən tapançanı şaquli deyil, 45-də lövhə ilə qaynaq etməyə çalışın.
③ 200-500ms qaz gecikməsi, yandırma/söndürmə işığının gücü 20% və yandırma/söndürmə işığının tədricən 200-300ms vaxtı kimi parametrləri mümkün qədər yavaş təyin edin, siz 0-ı təyin edə bilməzsiniz.
④在焊接铝材和镀锌板时,这种材质会比其他材质更容易损坏镜片,应使用最小功率焊接。
⑤保护镜的质量也决定了其使用的耐用度,建议使用原厂镜片
⑥高功率下,相比于低功率,镜片的损耗会提高,这个是不可控的范围
⑦当以上都无法处理时,可更换F200聚焦镜+加长宽刻度管来减少飞溇(霼在
④ Alüminium və sinklənmiş təbəqəni qaynaq edərkən, bu material digər materiallardan daha asan linzaya zərər verəcək və minimum güc qaynaqından istifadə edilməlidir.
⑤ Qoruyucu eynəklərin keyfiyyəti onların davamlılığını da müəyyən edir. Orijinal linzalardan istifadə etmək tövsiyə olunur.
⑥ Yüksək gücdə obyektiv itkisi nəzarət olunmayan aşağı güclə müqayisədə artacaq.
⑦ Yuxarıdakıları idarə etmək mümkün olmadıqda, F200 fokuslama linzası dəyişdirilə bilər və sıçrayışı azaltmaq üçün uzunluq və eni kalibrləmə borusu əlavə edilə bilər (əlavə satınalma tələb olunur).

