




















































दृश्य: 3 लेखक: साइट संपादक प्रकाशन समय: 2024-05-03 उत्पत्ति: साइट
उत्तर:
短时间内保护镜损坏出现烧点,保护镜出光面有点状损坏点,呈现黑色或白色中黑点
प्रदर्शन:
थोड़े समय में, सुरक्षात्मक दर्पण क्षतिग्रस्त हो जाता है और जल जाता है, और सुरक्षात्मक दर्पण की प्रकाश उत्सर्जित करने वाली सतह थोड़ी क्षतिग्रस्त हो जाती है, जिस पर काले या सफेद काले धब्बे दिखाई देते हैं।
原因分析:
由于工艺/手法/设置等影响,造成反渣导致损坏,极个别为激光器出光异常
कारण विश्लेषण:
प्रक्रिया/तकनीक/सेटिंग के प्रभाव के कारण, स्लैग रिवर्सल से क्षति होती है, और बहुत कम मामले असामान्य लेजर प्रकाश उत्सर्जन के होते हैं।
解决方案
①适当增大气压,通常情况下流量不低于15,压力不低于4, 建议使用氧气的压力表不低于2公斤
②焊接接时尽量焊接枪与板材呈现45°焊接,不要垂直
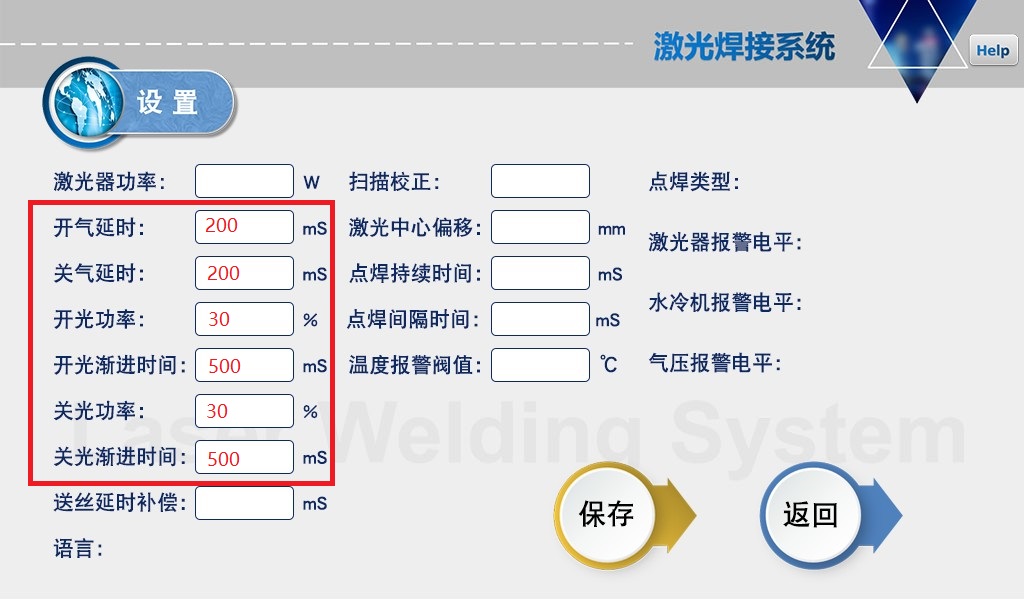
③设置参数尽量给予缓升缓降,如开/关气延时200-500ms,开/关光功率20%,开/关光渐进时间200-300ms,如图不可设0
समाधान
① हवा का दबाव उचित रूप से बढ़ाएं। सामान्य परिस्थितियों में, प्रवाह दर 15 से कम नहीं होती है और दबाव 4 से कम नहीं होता है। कम से कम 2 किलो के ऑक्सीजन दबाव गेज का उपयोग करने की सिफारिश की जाती है।
② वेल्डिंग करते समय, बंदूक को 45 पर प्लेट के साथ वेल्ड करने का प्रयास करें, लंबवत नहीं।
③ पैरामीटर्स को यथासंभव धीरे-धीरे सेट करें, जैसे 200-500ms की ऑन/ऑफ गैस देरी, 20% की ऑन/ऑफ लाइट पावर, और 200-300ms की ऑन/ऑफ लाइट क्रमिक समय, जैसा कि चित्र में दिखाया गया है, आप 0 सेट नहीं कर सकते।
④在焊接铝材和镀锌板时,这种材质会比其他अधिक पढ़ें
⑤保护镜的质量也决定了其使用的耐用度,建议使用原厂镜फोटो
⑥高功率下,相比于低功率,镜片的损耗会提高,这个是不可控的范围
⑦当以上都无法处理时,可更换F200聚焦镜+加长宽刻度管来减少飞溅(需额外采购)
④ एल्यूमीनियम और गैल्वेनाइज्ड शीट की वेल्डिंग करते समय, यह सामग्री अन्य सामग्रियों की तुलना में लेंस को अधिक आसानी से नुकसान पहुंचाएगी, और न्यूनतम पावर वेल्डिंग का उपयोग किया जाना चाहिए।
⑤ सुरक्षात्मक चश्मे की गुणवत्ता भी उनके स्थायित्व को निर्धारित करती है। मूल लेंस का उपयोग करने की अनुशंसा की जाती है।
⑥ उच्च शक्ति के तहत, कम शक्ति की तुलना में लेंस हानि बढ़ जाएगी, जो अनियंत्रित है।
⑦ जब उपरोक्त को नियंत्रित नहीं किया जा सकता है, तो F200 फ़ोकसिंग लेंस को बदला जा सकता है और छींटे को कम करने के लिए लंबाई और चौड़ाई अंशांकन ट्यूब को जोड़ा जा सकता है (अतिरिक्त खरीद की आवश्यकता है)।

