




















































Mga Pagtingin: 3 May-akda: Site Editor Oras ng Pag-publish: 2024-05-03 Pinagmulan: Site
表现:
短时间内保护镜损坏出现烧点,保护镜出光面有点状损坏点,呈现黑色或繭长
Pagganap:
Sa maikling panahon, nasira at nasusunog ang protective mirror, at medyo nasira ang light-emitting surface ng protective mirror, na nagpapakita ng mga itim o puting itim na spot.
原因分析:
由于工艺/手法/设置等影响,造成反渣导致损坏,极个别为激光器出光异常
Pagsusuri ng sanhi:
Dahil sa impluwensya ng proseso/teknikal/setting, humahantong sa pinsala ang pagbabaligtad ng slag, at kakaunti ang mga kaso ay abnormal na paglabas ng liwanag ng laser.
解决方案
15
②焊接时尽量焊接枪与板材呈现45°焊接,不要垂直
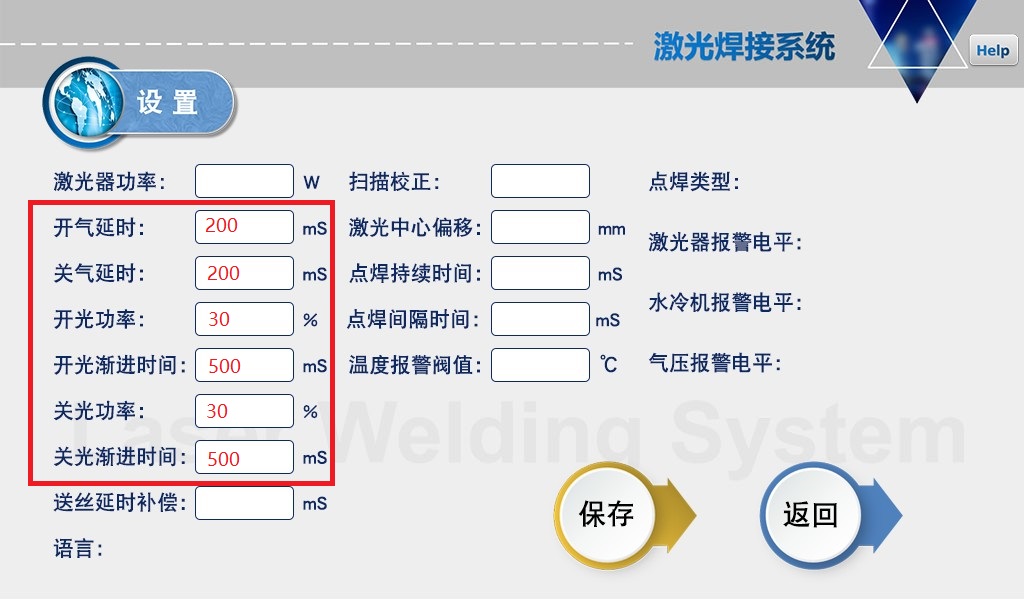
③设置参数尽量给予缓升缓降,如开/关气延时200-500ms,开/关光功率20%,开/关光渐进时间200-300ms,如图不可设0
solusyon
① Tamang taasan ang presyon ng hangin. Sa ilalim ng normal na mga pangyayari, ang daloy ng rate ay hindi bababa sa 15 at ang presyon ay hindi bababa sa 4. Inirerekomenda na gumamit ng oxygen pressure gauge na hindi bababa sa 2 kg.
② kapag nagwe-welding, subukang i-weld ang baril gamit ang plate sa 45, hindi patayo.
③ Itakda ang mga parameter nang mabagal hangga't maaari, tulad ng on/off na pagkaantala ng gas na 200-500ms, ang on/off na kapangyarihan ng ilaw na 20%, at ang on/off na unti-unting oras ng ilaw na 200-300ms, tulad ng ipinapakita sa figure, hindi ka makakapagtakda ng 0.
④在焊接铝材和镀锌板时,这种材质会比其他材质更容易损坏镜片,应使率玨。
⑤保护镜的质量也决定了其使用的耐用度,建议使用原厂镜片
⑥高功率下,相比于低功率,镜片的损耗会提高,这个是不可控的范围
⑦当以上都无法处理时,可更换F200聚焦镜+加长宽刻度管来减少飞溅(需釉额
④ Kapag nagwe-welding ng aluminum at galvanized sheet, mas madaling masisira ng materyal na ito ang lens kaysa sa iba pang materyales, at dapat gumamit ng minimum power welding.
⑤ Tinutukoy din ng kalidad ng proteksiyon na salamin ang kanilang tibay. Inirerekomenda na gumamit ng mga orihinal na lente.
⑥ Sa ilalim ng mataas na kapangyarihan, ang pagkawala ng lens ay tataas kumpara sa mababang kapangyarihan, na hindi makontrol.
⑦ Kapag ang nasa itaas ay hindi mahawakan, ang F200 focusing lens ay maaaring palitan at ang haba at lapad na calibration tube ay maaaring idagdag upang mabawasan ang splashing (karagdagang pagbili ay kinakailangan).

