




















































Vaatamised: 3 Autor: saidi toimetaja Avaldamisaeg: 2024-05-03 Päritolu: Sait
表现:
短时间内保护镜损坏出现烧点,保护镜出光面有点状损坏点,呈现黑网色戗
Toimivus:
Lühikese aja jooksul kahjustub ja põleb kaitsepeegel ning veidi kahjustub kaitsepeegli valgust kiirgav pind, millel on mustad või valged mustad täpid.
原因分析:
由于工艺/手法/设置等影响,造成反渣导致损坏,极个别为激光器出光异
Põhjuste analüüs:
Protsessi/tehnika/seadistuse mõjul põhjustab räbu tagasipööramine kahjustusi ja väga harvadel juhtudel on laservalguse emissioon ebanormaalne.
解决方案
①适当增大气压,通常情况下流量不低于15,压力不低于于4,建议使用氧气的压力表不低于2公斤
②焊接时尽量焊接枪与板材呈现45°焊接,不要垂直
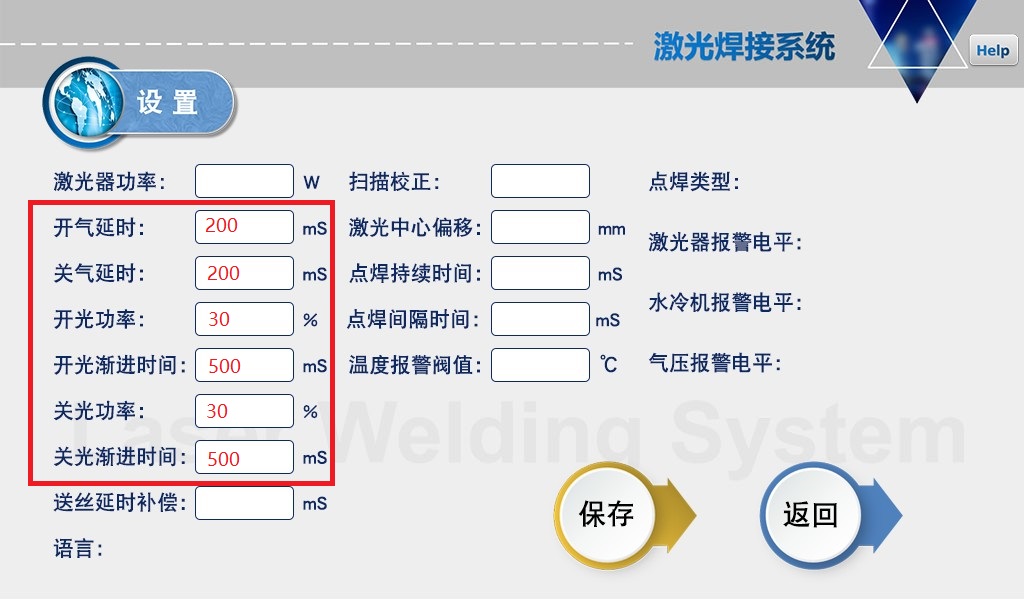
③设置参数尽量给予缓升缓降,如开/关气延时200-500ms,开/关光功率20%,开/关光渐进时间200-300ms,如图不可设0
lahendus
① Suurendage sobivalt õhurõhku. Tavaolukorras ei ole voolukiirus väiksem kui 15 ja rõhk mitte väiksem kui 4. Soovitatav on kasutada vähemalt 2 kg hapnikumanomeetrit.
② keevitamisel proovige püstolit keevitada plaadiga 45, mitte vertikaalselt.
③ Seadistage parameetrid võimalikult aeglaselt, näiteks gaasi sisse-/väljalülitamise viivitus 200–500 ms, valguse sisse-/väljalülitamise võimsus 20% ja valguse sisse-/väljalülitamise aeg 200–300 ms, nagu on näidatud joonisel, 0 ei saa seada.
④在焊接铝材和镀锌板时,这种材质会比其他材质更容易损坏镜片,应使用最小功率焊接.
⑤保护镜的质量也决定了其使用的耐用度,建议使用原厂镜片
⑥高功率下,相比于低功率,镜片的损耗会提高,这个是不可控的范围
⑦当以上都无法处理时,可更换F200聚焦镜+加长宽刻度管来减少飞溅(需飞溅(需
④ Alumiiniumi ja tsingitud lehe keevitamisel kahjustab see materjal läätse kergemini kui muud materjalid ja kasutada tuleks minimaalse võimsusega keevitust.
⑤ Kaitseprillide kvaliteet määrab ka nende vastupidavuse. Soovitatav on kasutada originaalläätsi.
⑥ Suure võimsuse korral suureneb objektiivi kadu võrreldes väikese võimsusega, mis on kontrollimatu.
⑦ Kui ülaltoodut ei saa käsitseda, saab F200 teravustamisobjektiivi välja vahetada ning pritsimise vähendamiseks lisada pikkuse ja laiuse kalibreerimistoru (vajalik lisaost).

