




















































Zobrazení: 3 Autor: Editor webu Čas publikování: 2024-05-03 Původ: místo
表现:
短时间内保护镜损坏出现烧点,保护镜出光面有点状损坏点点,呈现黑艽或黑艽或黑艂或
Výkon:
Během krátké doby se ochranné zrcátko poškodí a spálí a povrch ochranného zrcátka, vyzařující světlo, je trochu poškozen a vykazuje černé nebo bílé černé skvrny.
原因分析:
由于工艺/手法/设置等影响,造成反渣导致损坏,极个别为激光器出帉异
Analýza příčin:
Vlivem procesu/techniky/nastavení vede obrácení strusky k poškození a velmi málo případů je abnormální emise laserového světla.
解决方案
①适当增大气压,通常情况下流量不低于15,压力不低于4,建议使用氧气的压力表不低于2公斤
②焊接时尽量焊接枪与板材呈现45°焊接,不要垂直
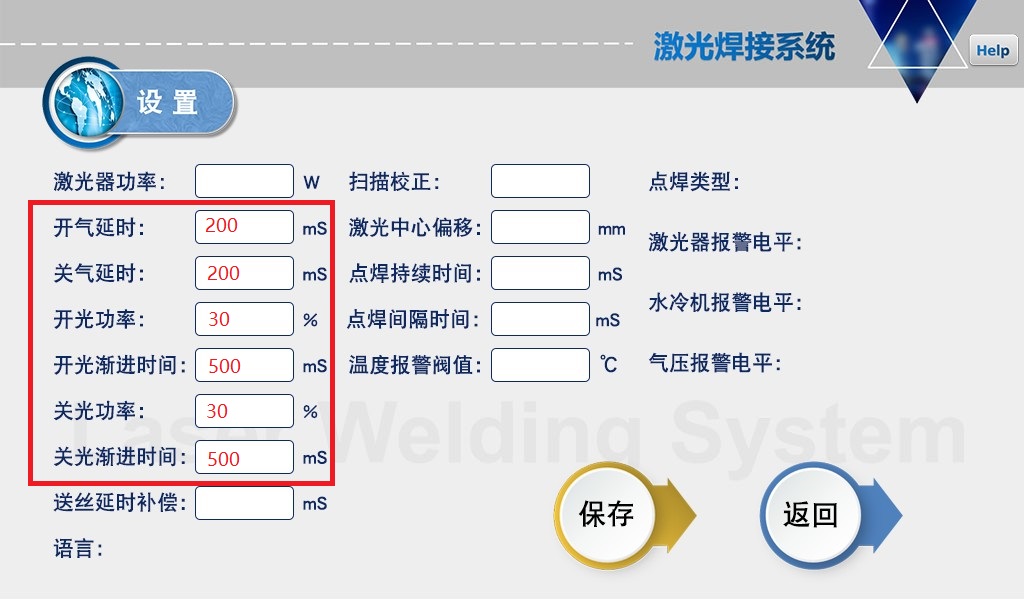
③设置参数尽量给予缓升缓降,如开/关气延时200-500 ms,开/关光功率20 %,开/关光渐进时间200-300 ms,如图不可设0
řešení
① Přiměřeně zvyšte tlak vzduchu. Za normálních okolností není průtok menší než 15 a tlak není menší než 4. Doporučuje se používat tlakoměr kyslíku ne menší než 2 kg.
② při svařování se snažte svařovat pistoli s deskou pod 45, ne svisle.
③ Parametry nastavujte co nejpomaleji, jako je zpoždění zapnutí/vypnutí plynu 200-500 ms, výkon světla zapnuto/vypnuto 20 % a postupný čas zapnutí/vypnutí světla 200-300 ms, jak je znázorněno na obrázku, nemůžete nastavit 0.
④在焊接铝材和镀锌板时,这种材质会比其他材质更容易损坏镜片,应使用最小功率焊接。
⑤保护镜的质量也决定了其使用的耐用度,建议使用原厂镜片
⑥高功率下,相比于低功率,镜片的损耗会提高,这个是不可控的范围
⑦当以上都无法处理时,可更换F200聚焦镜+加长宽刻度管来减少飢躅)逇飞溅(震逇长
④ Při svařování hliníku a pozinkovaného plechu tento materiál poškodí čočku snadněji než jiné materiály a je třeba použít svařování s minimálním výkonem.
⑤ Kvalita ochranných brýlí také určuje jejich životnost. Doporučuje se používat originální čočky.
⑥ Při vysokém výkonu se ztráta čočky zvýší ve srovnání s nízkým výkonem, který je nekontrolovatelný.
⑦ Pokud výše uvedené nelze zvládnout, lze zaostřovací čočku F200 vyměnit a lze přidat kalibrační trubici délky a šířky, aby se omezilo rozstřikování (je nutné dokoupit).

