




















































조회수: 3 작성자: 사이트 편집자 게시 시간: 2024-05-03 출처: 대지
설명:
短时间内保护镜损坏出现烧点,保护镜出光面有点状损坏点,呈现黑color或白color中黑点
성능:
짧은 시간 내에 보호 거울이 손상되어 타 버리고 보호 거울의 발광 표면이 약간 손상되어 검은 색 또는 흰색 검은 반점이 나타납니다.
원래 부분:
由于工艺/핸드법/设置等影响,造成反渣导致损坏,极个别为激光器异常
원인 분석:
공정/기술/세팅의 영향으로 슬래그 반전으로 인해 손상이 발생하며, 비정상적인 레이저 발광이 발생하는 경우는 거의 없습니다.
解决方案
①适当增大气压,일반적으로常情况下流分不低于15,压力不低于4,建议使用氧气的压力表不低于2公斤
②焊接时尽weight焊接枪与板材呈现45°焊接,不要垂直
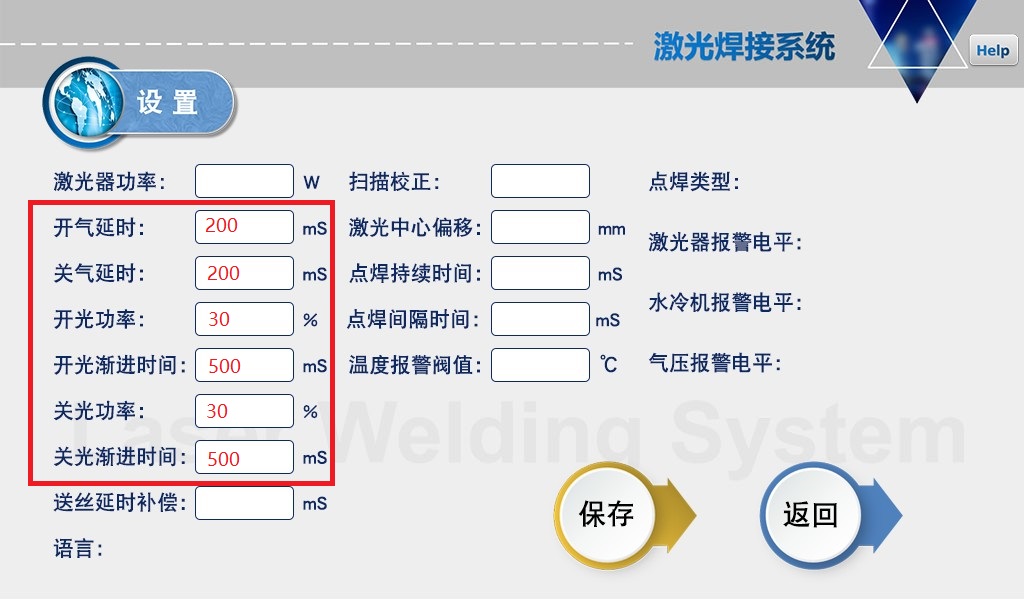
③ 设置参数尽weight给予缓升缓降,如开/关气延时200-500ms,开/关光功率20%,开/关光渐进时间200-300ms,如图不可设0
해결책
① 공기압을 적절하게 높여준다. 정상적인 상황에서 유량은 15 이상, 압력은 4 이상입니다. 2kg 이상의 산소 압력 게이지를 사용하는 것이 좋습니다.
② 용접시 수직이 아닌 45도 방향으로 건을 용접하도록 하십시오.
③ 그림과 같이 ON/OFF 가스 지연 200~500ms, ON/OFF 조명 전력 20%, ON/OFF 조명 점진적 시간 200~300ms 등 최대한 천천히 설정하면 0으로 설정할 수 없습니다.
④이제 接铝材와 镀锌板时, 这种材质会比其他材质更容易损坏镜文, 应使用最小功率焊接。
⑤保护镜의 양은 也决了其使의 용도에 맞게 사용됩니다.
⑥高功率下,比于低功率,镜pictures 损耗会提高,这个是不可控的范围
7当以上道无法处理时,可更换F200聚焦镜+加长宽刻島管来减少飞溅(需额外采购)
④ 알루미늄, 아연도금강판을 용접할 경우 다른 재료에 비해 렌즈를 손상시키기 쉬우므로 최소한의 힘으로 용접하여야 합니다.
⑤ 보호 안경의 품질도 내구성을 결정합니다. 정품 렌즈 사용을 권장합니다.
⑥ 고배율에서는 저배율에 비해 렌즈 손실이 증가하며 이는 제어할 수 없습니다.
⑦ 위의 사항이 처리되지 않는 경우 F200 포커싱 렌즈를 교체하고 길이 및 너비 교정 튜브를 추가하여 튀는 현상을 줄일 수 있습니다(추가 구매 필요).

