




















































Görüntüleme: 3 Yazar: Site Editörü Yayınlanma Zamanı: 2024-05-03 Kaynak: Alan
Yani şarkı sözleri:
短时间内保护镜损坏出现烧点,保护镜出光面有点状损坏点,呈现黑色或白色中黑点
Performans:
Kısa sürede koruyucu ayna hasar görüp yanıyor, koruyucu aynanın ışık yayan yüzeyi de bir miktar hasar görerek siyah veya beyaz siyah noktalar ortaya çıkıyor.
örnek:
由于工艺/手法/设置等影响,造成反渣导致损坏,极个别为激光器出光异常
Neden analizi:
Proses/teknik/ayarın etkisi nedeniyle cürufun tersine çevrilmesi hasara neden olur ve çok az vakada anormal lazer ışığı emisyonu görülür.
Amerika Birleşik Devletleri
①适当增大气压,通常情况下流量不低于15,压力不低于4,建议使用氧气的压力表不低于2公斤
②焊接时尽量焊接枪与板材呈现45°焊接,不要垂直
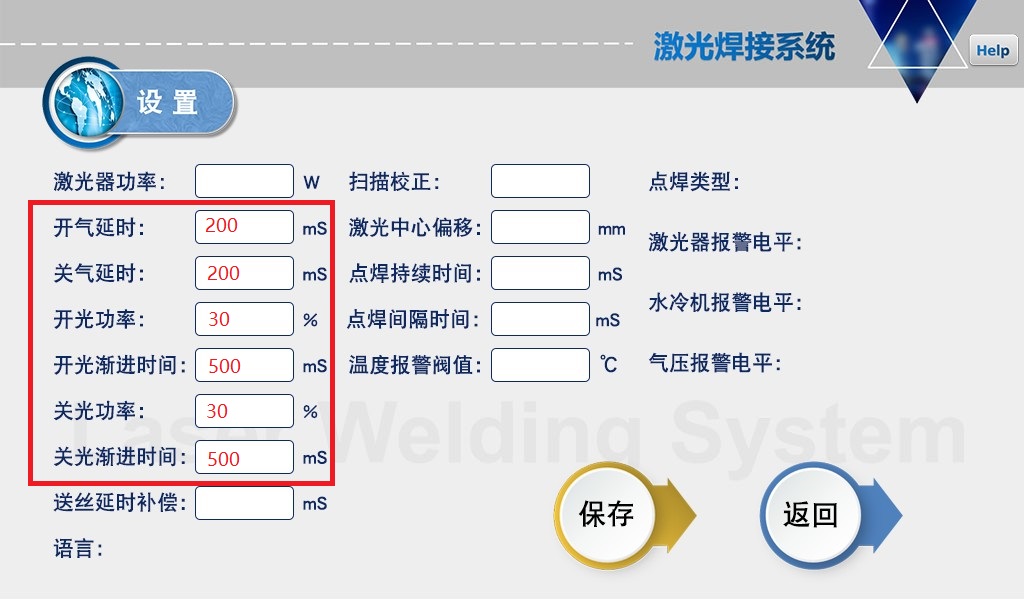
③设置参数尽量给予缓升缓降,如开/关气延时200-500ms,开/关光功率20%,开/关光渐进时间200-300ms,如图不可设0
çözüm
① Hava basıncını uygun şekilde artırın. Normal şartlarda akış hızı 15'ten, basınç ise 4'ten az değildir. 2 kg'dan az olmayan oksijen basınç göstergesi kullanılması tavsiye edilir.
② Kaynak yaparken, tabancayı plakayı dikey değil 45'te kaynaklamaya çalışın.
③ Şekilde gösterildiği gibi, açma/kapama gaz gecikmesi 200-500 ms, açma/kapama ışık gücü %20 ve açma/kapama ışığı kademeli süresi 200-300 ms gibi parametreleri mümkün olduğunca yavaş ayarlayın; 0'ı ayarlayamazsınız.
④在焊接铝材和镀锌板时,这种材质会比其他bir fotoğraf.
⑤保护镜的质量也决定了其使用的耐用度,建议使用原厂镜 fotoğrafları
⑥高功率下,相比于低功率,镜片的损耗会提高,这个是不可控的范围
⑦当以以上都无法处理时,可更换F200聚焦镜+加长宽刻度管来减少飞溅(需额外采购)
④ Alüminyum ve galvanizli sacların kaynağında bu malzeme lense diğer malzemelere göre daha kolay zarar vereceğinden minimum güçte kaynak kullanılmalıdır.
⑤ Koruyucu gözlüklerin kalitesi aynı zamanda dayanıklılığını da belirler. Orijinal lenslerin kullanılması tavsiye edilir.
⑥ Yüksek güç altında, kontrol edilemeyen düşük güçle karşılaştırıldığında mercek kaybı artacaktır.
⑦ Yukarıdakilerin üstesinden gelinemediğinde, F200 odaklama merceği değiştirilebilir ve sıçramayı azaltmak için uzunluk ve genişlik kalibrasyon tüpü eklenebilir (ek satın alma gereklidir).

