




















































Visningar: 3 Författare: Webbplatsredaktör Publiceringstid: 2024-05-03 Ursprung: Plats
表现:
短时间内保护镜损坏出现烧点,保护镜出光面有点状损坏点,呈鎰黑网色
Prestanda:
På kort tid är skyddsspegeln skadad och bränd, och den ljusavgivande ytan på skyddsspegeln är lite skadad och visar svarta eller vita svarta fläckar.
原因分析:
由于工艺/手法/设置等影响,造成反渣导致损坏,极个别为激光器出光异
Orsaksanalys:
På grund av påverkan av process/teknik/inställning leder slaggvändning till skador, och mycket få fall är onormal laserljusemission.
解决方案
①适当增大气压,通常情况下流量不低于15,压力不低于4,建议使用氧气的压力表不低于2公斤
②焊接时尽量焊接枪与板材呈现45°焊接,不要垂直
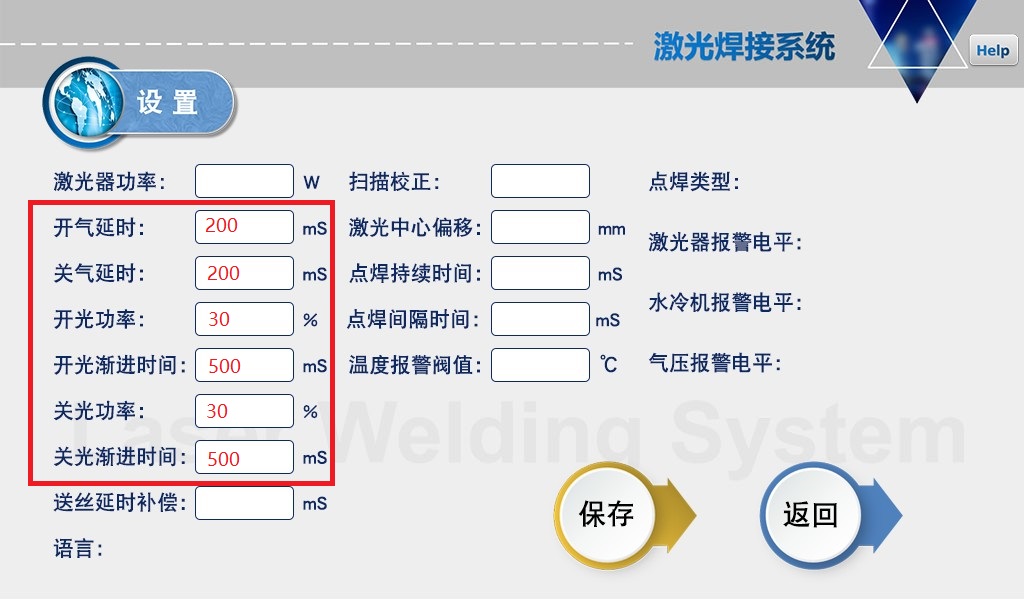
③设置参数尽量给予缓升缓降,如开/关气延时200-500ms,开/关光功率20%,开/关光渐进时间200-300ms,如图不可设0
lösning
① Öka lufttrycket på lämpligt sätt. Under normala omständigheter är flödeshastigheten inte mindre än 15 och trycket är inte mindre än 4. Det rekommenderas att använda en syrgastryckmätare på inte mindre än 2 kg.
② när du svetsar, försök att svetsa pistolen med plattan på 45, inte vertikalt.
③ Ställ in parametrarna så långsamt som möjligt, såsom på/av-gasfördröjningen på 200-500ms, på/av-ljuseffekten på 20% och den gradvisa tiden för på/av-ljus på 200-300ms, som visas i figuren, du kan inte ställa in 0.
④在焊接铝材和镀锌板时,这种材质会比其他材质更容易损坏镜片,应使用最小功率焊接。
⑤保护镜的质量也决定了其使用的耐用度,建议使用原厂镜片
⑥高功率下,相比于低功率,镜片的损耗会提高,这个是不可控的范围
⑦当以上都无法处理时,可更换F200聚焦镜+加长宽刻度管来减少飞溅'需飞溅(需
④ Vid svetsning av aluminium och galvaniserad plåt kommer detta material att skada linsen lättare än andra material, och svetsning med minimal kraft bör användas.
⑤ Kvaliteten på skyddsglasögon avgör också deras hållbarhet. Det rekommenderas att använda originallinser.
⑥ Vid hög effekt kommer linsförlusten att öka jämfört med låg effekt, vilket är okontrollerbart.
⑦ När ovanstående inte kan hanteras kan fokuseringslinsen F200 bytas ut och längd- och breddkalibreringsröret kan läggas till för att minska stänk (extra köp krävs).

