




















































Перегляди: 3 Автор: Редактор сайту Час публікації: 2024-05-03 Походження: Сайт
表现:
短时间内保护镜损坏出现烧点,保护镜出光面有点状损坏点,呈现黑色或白色中黑点
Продуктивність:
За короткий проміжок часу захисне дзеркало пошкоджується та згорає, а світловипромінююча поверхня захисного дзеркала трохи пошкоджена, показуючи чорні або білі чорні плями.
原因分析:
由于工艺/手法/设置等影响,造成反渣导致损坏,极个别为激光器出光异常
Аналіз причин:
Через вплив процесу/техніки/налаштувань реверсування шлаку призводить до пошкодження, і дуже небагато випадків є ненормальним лазерним випромінюванням.
解决方案
①适当增大气压,通常情况下流量不低于15,压力不低于4,建议使用氧气的压力表不低于2公斤
②焊接时尽量焊接枪与板材呈现45°焊接,不要垂直
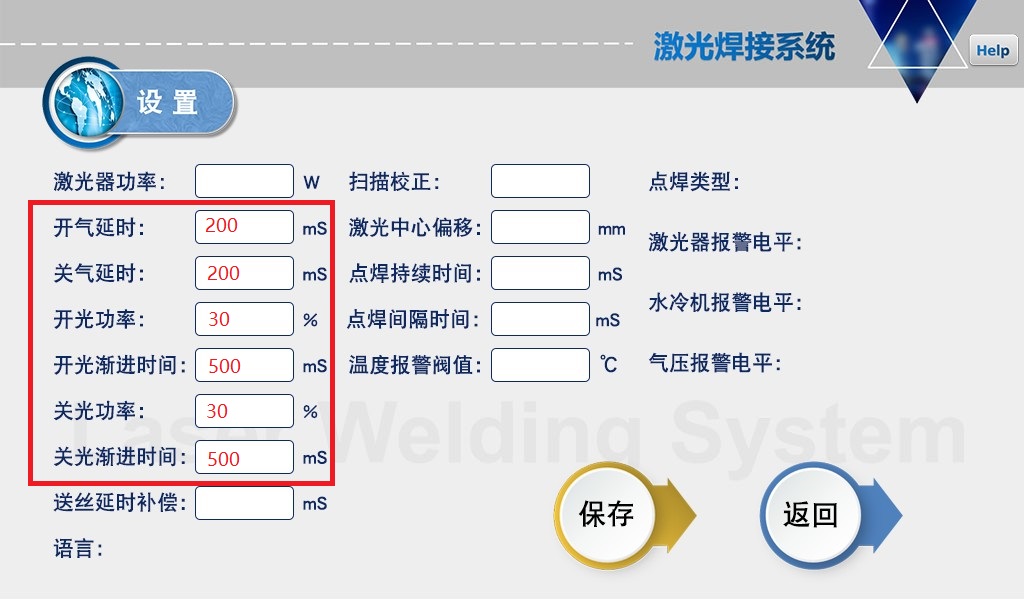
③设置参数尽量给予缓升缓降,如开/关气延时200-500 мс,开/关光功率20%,开/关光渐进时间200-300 мс,如图不可设0
рішення
① Відповідним чином підвищте тиск повітря. За звичайних умов швидкість потоку не менше 15, а тиск не менше 4. Рекомендується використовувати манометр кисню не менше 2 кг.
② під час зварювання намагайтеся зварювати пістолет пластиною під кутом 45, а не вертикально.
③ Встановлюйте параметри якомога повільніше, наприклад, затримку ввімкнення/вимкнення газу 200-500 мс, потужність увімкнення/вимкнення світла 20 % і поступовий час увімкнення/вимкнення світла 200-300 мс, як показано на малюнку, ви не можете встановити 0.
④在焊接铝材和镀锌板时,这种材质会比其他材质更容易损坏镜片,应使用最小功率焊接。
⑤保护镜的质量也决定了其使用的耐用度,建议使用原厂镜片
⑥高功率下,相比于低功率,镜片的损耗会提高,这个是不可控的范围
⑦当以上都无法处理时,可更换F200聚焦镜+加长宽刻度管来减少飞溅(需额外采购)
④ Під час зварювання алюмінію та оцинкованого листа цей матеріал легше пошкодить лінзу, ніж інші матеріали, тому слід використовувати мінімальну потужність зварювання.
⑤ Якість захисних стекол також визначає їх довговічність. Рекомендовано використовувати оригінальні лінзи.
⑥ За високої потужності втрати лінзи збільшаться порівняно з низькою потужністю, яку неможливо контролювати.
⑦ Якщо вищевказане не вдається впоратися, фокусуючу лінзу F200 можна замінити та додати трубку для калібрування довжини та ширини, щоб зменшити розбризкування (потрібна додаткова покупка).

