




















































Megtekintések: 3 Szerző: Site Editor Közzététel ideje: 2024-05-03 Eredet: Telek
表现:
短时间内保护镜损坏出现烧点,保护镜出光面有点状损坏点,呈现黑色战
Teljesítmény:
A védőtükör rövid időn belül megsérül, megég, a védőtükör fénykibocsátó felülete pedig kissé megsérül, fekete vagy fehér fekete foltok jelennek meg.
原因分析:
由于工艺/手法/设置等影响,造成反渣导致损坏,极个别为激光器出光异
Ok elemzése:
A folyamat/technika/beállítás hatására a salak visszafordítása károsodáshoz vezet, és nagyon kevés esetben fordul elő abnormális lézerfény-kibocsátás.
解决方案
①适当增大气压,通常情况下流量不低于15,压力不低于于4,建议使用氧气的压力表不低于2公斤
②焊接时尽量焊接枪与板材呈现45°焊接,不要垂直
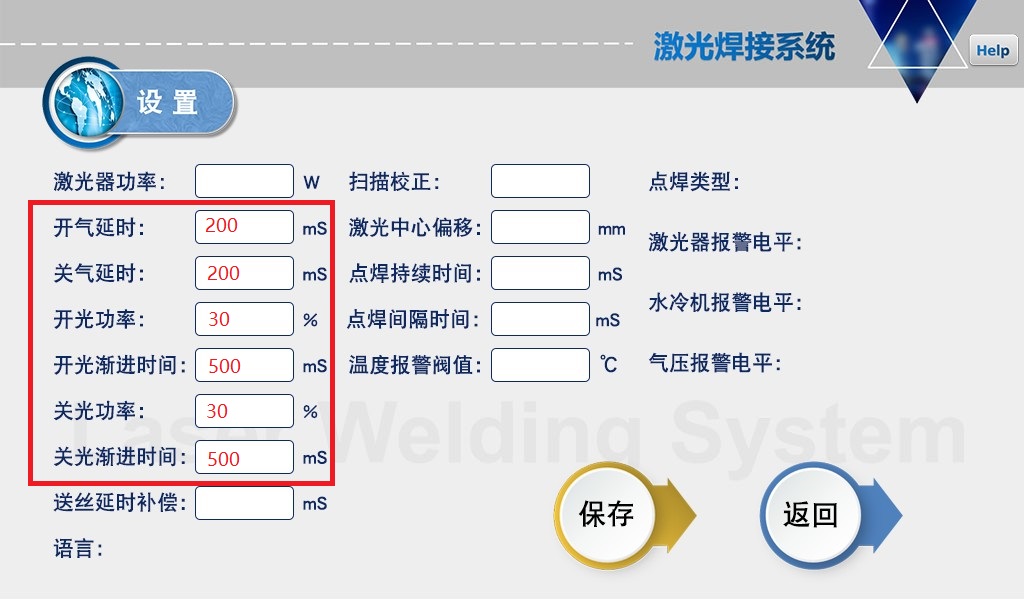
③设置参数尽量给予缓升缓降,如开/关气延时200-500ms,开/关光功率20%,开/关光渐进时间200-300ms,如图不可设0
megoldás
① Megfelelően növelje a légnyomást. Normál körülmények között az áramlási sebesség nem kevesebb, mint 15, a nyomás pedig nem kevesebb, mint 4. Javasoljuk, hogy legalább 2 kg-os oxigénnyomásmérőt használjon.
② hegesztéskor próbálja a pisztolyt a lemezzel 45 szögben hegeszteni, ne függőlegesen.
③ Állítsa be a paramétereket a lehető leglassabban, mint például a 200-500 ms-os be-/kikapcsolási késleltetés, a 20%-os be-/kikapcsolási fényerő és a 200-300 ms-os fokozatos be-/kikapcsolási idő, ahogy az ábrán is látható, 0-t nem állíthat be.
④在焊接铝材和镀锌板时,这种材质会比其他材质更容易损坏镜片,应使用最小功率焊接.
⑤保护镜的质量也决定了其使用的耐用度,建议使用原厂镜片
⑥高功率下,相比于低功率,镜片的损耗会提高,这个是不可控的范围
⑦当以上都无法处理时,可更换F200聚焦镜+加长宽刻度管来减少飞溅(需
④ Alumínium és horganyzott lemez hegesztésekor ez az anyag könnyebben károsítja a lencsét, mint más anyagok, ezért minimális teljesítményű hegesztést kell alkalmazni.
⑤ A védőszemüvegek minősége is meghatározza a tartósságukat. Eredeti lencsék használata javasolt.
⑥ Nagy teljesítmény mellett a lencseveszteség megnövekszik az alacsony teljesítményhez képest, ami ellenőrizhetetlen.
⑦ Ha a fentiek nem kezelhetők, az F200 fókuszáló lencse cserélhető, és a hossz és szélesség kalibrációs cső hozzáadható a fröccsenés csökkentése érdekében (további vásárlás szükséges).

