




















































Прагляды: 3 Аўтар: Рэдактар сайта Час публікацыі: 2024-05-03 Паходжанне: Сайт
表现:
短时间内保护镜损坏出现烧点,保护镜出光面有点状损坏点,呈现黑色或白色中黑点
Прадукцыйнасць:
За кароткі прамежак часу ахоўнае люстэрка пашкоджваецца і гарыць, а святловыпраменьвальная паверхня ахоўнага люстэрка трохі пашкоджваецца, паказваючы чорныя або белыя чорныя плямы.
原因分析:
由于工艺/手法/设置等影响,造成反渣导致损坏,极个别为激光器出光异常
Аналіз прычын:
З-за ўплыву працэсу/тэхнікі/налад зварот дзындры прыводзіць да пашкоджання, і вельмі мала выпадкаў з'яўляецца анамальным выпраменьваннем лазернага святла.
解决方案
①适当增大气压,通常情况下流量不低于15,压力不低于4,建议使用氧气的压力表不低于2公斤
②焊接时尽量焊接枪与板材呈现45°焊接,不要垂直
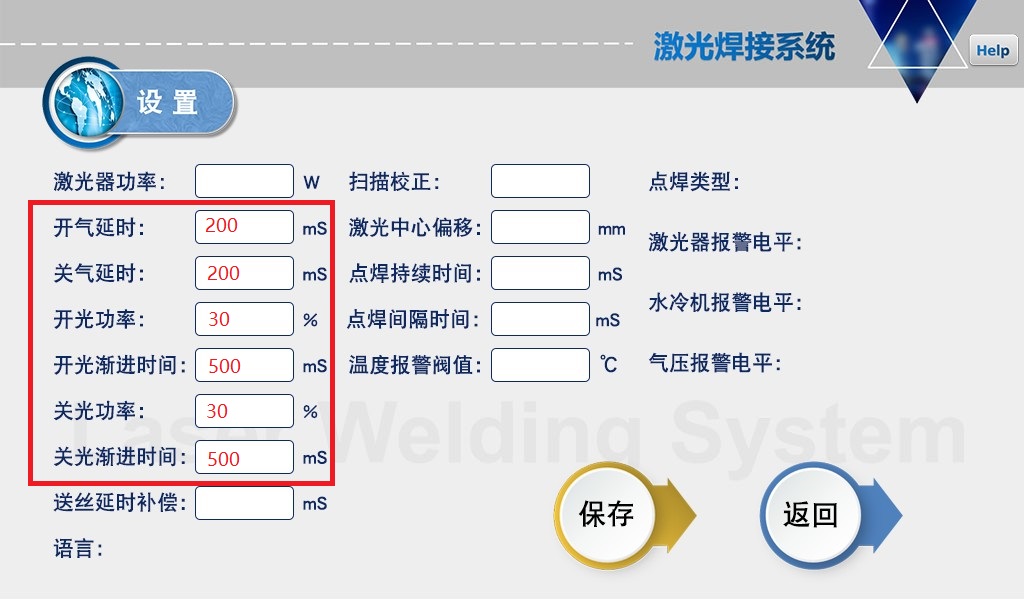
③设置参数尽量给予缓升缓降,如开/关气延时200-500 мс,开/关光功率20%,开/关光渐进时间200-300 мс,如图不可设0
рашэнне
① Адпаведным чынам павялічце ціск паветра. У нармальных умовах хуткасць патоку не менш за 15, а ціск не менш за 4. Рэкамендуецца выкарыстоўваць манометр кіслароду не менш за 2 кг.
② пры зварцы старайцеся зварваць пісталет пласцінай пад вуглом 45, а не вертыкальна.
③ Усталюйце параметры як мага больш павольна, напрыклад, затрымку ўключэння/выключэння газу 200-500 мс, магутнасць уключэння/выключэння святла 20%, час паступовага ўключэння/выключэння святла 200-300 мс, як паказана на малюнку, вы не можаце ўсталяваць 0.
④在焊接铝材和镀锌板时,这种材质会比其他材质更容易损坏镜片,应使用最小功率焊接。
⑤保护镜的质量也决定了其使用的耐用度,建议使用原厂镜片
⑥高功率下,相比于低功率,镜片的损耗会提高,这个是不可控的范围
⑦当以上都无法处理时,可更换F200聚焦镜+加长宽刻度管来减少飞溅(需额外采购)
④ Пры зварцы алюмінія і ацынкаванага ліста гэты матэрыял лягчэй пашкодзіць лінзу, чым іншыя матэрыялы, таму варта выкарыстоўваць мінімальную магутнасць зваркі.
⑤ Якасць ахоўных шклоў таксама вызначае іх даўгавечнасць. Рэкамендуецца выкарыстоўваць арыгінальныя лінзы.
⑥ Пры высокай магутнасці страты аб'ектыва павялічацца ў параўнанні з нізкай магутнасцю, што немагчыма кантраляваць.
⑦ Калі вышэйпералічанае немагчыма выканаць, можна замяніць факусіруючую лінзу F200 і дадаць трубку для каліброўкі даўжыні і шырыні, каб паменшыць пырскі (патрабуецца дадатковая купля).

