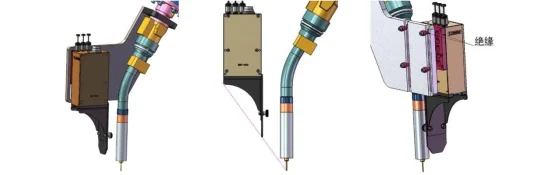
Путь света в нижней части датчика не должен блокироваться, иначе это повлияет на лазерное излучение и восстановление сигнала, а также снизит точность. На рис. 11 показано пространство, необходимое для нормальной работы датчика.
Диапазон обзора, ширина лазера и точность каждого датчика различны, вы можете выбрать подходящий датчик в соответствии с требованиями согласно следующей таблице.
Совместная работа Cobot MIG Welding: функции, области применения и цены, которые вам нужно знать
Мета-описание: Узнайте, как совместные коботы (коботы) для сварки MIG могут повысить производительность, безопасность и окупаемость инвестиций. Изучите основные характеристики, типичные ценовые диапазоны и рекомендации по покупке современной системы автоматизации сварки.
Введение
Коллаборативные роботы (коботы) все чаще используются для улучшения процессов сварки MIG в автомобильной промышленности, производстве металлов и бытовой электроники. Сочетая человеческий опыт с интеллектуальной автоматизацией, коботы для совместной работы обеспечивают стабильное качество сварки, повышенную безопасность и более быструю окупаемость инвестиций. В этой статье мы расскажем, что такое кобот для совместной работы для сварки MIG, типичные диапазоны цен, факторы, влияющие на стоимость, а также способы выбора правильного решения для вашего цеха.
Что такое кобот для совместной работы для сварки MIG?
Определение: Кобот для совместной работы — это совместный робот, предназначенный для работы вместе с людьми в общих рабочих пространствах. При сварке MIG коботы выполняют повторяющиеся или высокоточные сварные швы, в то время как сварщики-люди сосредотачиваются на настройке, проверке и выполнении сложных задач.
Основные возможности: роботизированный манипулятор с интеграцией сварочной горелки MIG, расширенные функции безопасности (показания коэффициента мощности, такие как пределы усилия/крутящего момента, аварийный останов, контролируемое время работы с номинальным уровнем безопасности), автономное/онлайн-программирование, оптимизация траектории, мониторинг качества дуги в реальном времени и простое перепрограммирование для различных деталей.
Преимущества сварки MIG: стабильные сварные швы, сокращение времени цикла, снижение усталости рабочих при сварке, повышение безопасности в опасных средах и масштабируемая автоматизация по мере роста спроса.
Ценовая ситуация: чего следует ожидать
Примечание. Фактические цены зависят от региона, бренда, полезной нагрузки, радиуса действия, требований к электропитанию, а также включенных функций безопасности и программного обеспечения. Приведенные ниже диапазоны являются ориентировочными для новых систем и могут отличаться для бывших в употреблении или отремонтированных устройств.
Коботы для сварки MIG начального уровня (компактная полезная нагрузка, ограниченный радиус действия): 5000–10 000 долларов США за ячейку.
Включает манипулятор кобота, интерфейс сварочной горелки MIG, базовый защитный кожух и программное обеспечение для программирования начального уровня.
Коботы для сварки MIG среднего класса (более высокая полезная нагрузка, больший радиус действия, повышенная безопасность): 60 000–120 000 долларов США за ячейку.
Часто включает улучшенные рабочие органы, пользовательский интерфейс, автономное программирование и интеграцию с механизмами подачи проволоки и источниками питания.
Высокопроизводительные/многороботные ячейки или специализированные конфигурации: 120 000–300 000 долларов США за ячейку.
Включает передовые системы безопасности, визуальное управление, координацию двух роботов, сложное планирование маршрута и полную интеграцию с существующим сварочным оборудованием.
Общая стоимость владения:
Программное обеспечение и обновления: лицензирование для оптимизации пути, моделирования и подключения.
Оборудование безопасности: ограждения, шторы, датчики и оценка рисков.
Установка, интеграция и ввод в эксплуатацию: уделите внимание адаптации и обучению.
Запасные части и техническое обслуживание: ожидаемые изнашиваемые детали для горелки, захватов и кабелей.
Эксплуатационные расходы: электроэнергия, защитный газ, расходные материалы и эффективность защитного газа.
Ключевые факторы, влияющие на стоимость
Полезная нагрузка, радиус действия и повторяемость: более высокие характеристики обычно стоят дороже, но обеспечивают большую универсальность.
Функции безопасности и соответствие требованиям: дополнительные датчики, системы технического зрения и сертификаты увеличивают цену.
Сложность интеграции: индивидуальные светильники, интеграция с ПЛК, подключение к MES/ERP и системы камер/видеовидения.
Глубина программного обеспечения: автономное программирование, моделирование, обнаружение столкновений и профилактическое обслуживание.
Обслуживание и поддержка: установка на месте, обучение и планы долгосрочной поддержки.
Выбор подходящего кобота для сварки MIG: Краткое руководство
Определите область применения: размер детали, положение сварки, типы материалов и требуемое качество сварки.
Оцените целевые показатели пропускной способности: целевое время цикла и количество смен или деталей в день.
Учитывайте ограничения по пространству: площадь ячейки, высота потолка и зоны безопасности.
Уделяйте приоритетное внимание соблюдению безопасности: убедитесь, что решение с коботами соответствует местным стандартам безопасности и может быть интегрировано с необходимой охраной.
План интеграции: механизмы подачи проволоки, источники питания и дымоудаления как часть единой экосистемы автоматизации.
Рассчитайте рентабельность инвестиций: сравните экономию труда, повышение качества, сокращение времени простоев и затраты на техническое обслуживание за определенный период.