I. 컨트롤 박스의 배선 정의
컨트롤 박스는 필요한 유선 신호 인터페이스를 제공하고 레이저 설명서에서 제공하는 정의에 따라 배선을 일치시킵니다. sup20s 핸드헬드 용접을 예로 들어보겠습니다.
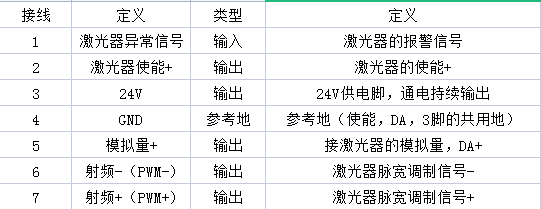
위 그림에 표시된 것처럼 필요한 세 가지 신호 그룹은 다음과 같습니다.
2/4 핀 활성화 신호, 작동 중 24V 전압 제어 신호 출력
4/5 핀 아날로그 신호, 작동 중 출력 정격 전압 제어 신호(최대 전력에서 10V 출력, 출력 전압은 프로세스의 피크 전력을 다음으로 나눈 값입니다(설정 인터페이스의 레이저 총 전력을 10으로 나눈 값). 레이저 전력은 2000이고 프로세스의 피크 전력은 1000, 출력 전압은 5V라고 가정).
핀 6/7은 PWM 변조 신호이며 작동 중 출력은 24V입니다.
핀 4는 DA를 활성화합니다. 핀 3의 공통점!!!
II. 레이저의 배선 매칭
모든 레이저에는 위의 세 가지 신호 그룹이 필요하지만 제조업체가 다르고 배선 정의도 다릅니다. 배선은 레이저의 논리에 따라 수행되어야 합니다.
(개별 레이저는 Ruike의 개별 모델의 적색광 트리거 및 24V가 필요하고 제어 상자의 핀 3에 연결되어야 하는 Ennai 레이저의 제어 모드 트리거와 같은 트리거 신호가 필요합니다)
예를 들어, 먼저 그의 매뉴얼에 제공된 정의를 살펴보십시오.
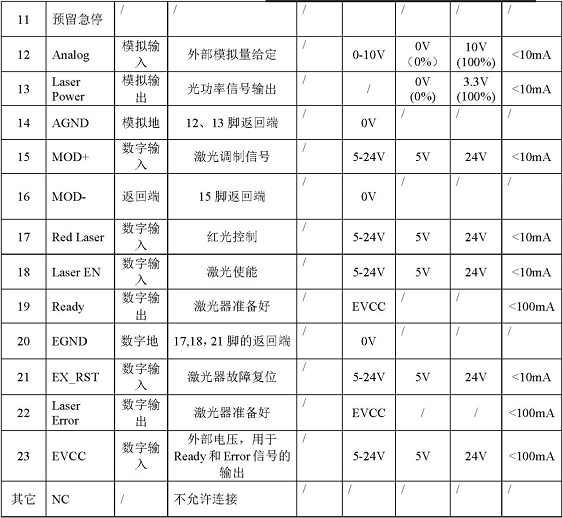
정의에 따르면 활성화 +는 핀 18이고 활성화 -는 핀 20입니다(18의 반환 끝).
BE
18개가 2개에 연결됨
20 대 4
활성화 신호 등을 제공하십시오. 배선이 완료되면 광출력 테스트를 실시합니다. 레이저가 빛을 출력하지 않는 경우, 레이저의 모니터링을 연결하여 어떤 신호가 존재하지 않는지 확인한 후 해당 검사를 수행하십시오.






















































