I. Definizione del cablaggio della scatola di controllo
La scatola di controllo fornisce l'interfaccia di segnale cablata necessaria e abbina il cablaggio secondo la definizione fornita dal manuale del laser. Prendiamo come esempio la saldatura manuale sup20s
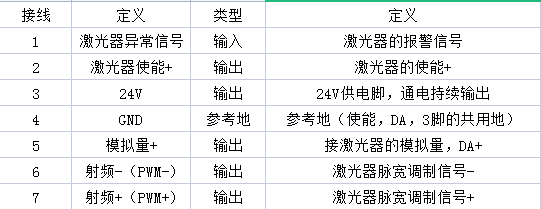
Come mostrato nella figura sopra, sono necessari tre gruppi di segnali
Segnale di abilitazione 2/4 pin, segnale di controllo della tensione in uscita 24 V durante il funzionamento
Segnale analogico a 4/5 pin, segnale di controllo della tensione nominale di uscita durante il funzionamento (uscita 10 V a piena potenza, la tensione di uscita è la potenza di picco del processo divisa per (potenza totale del laser nell'interfaccia di impostazione divisa per 10), presupponendo che la potenza del laser sia 2000 e la potenza di picco del processo sia 1000, la tensione di uscita sia 5 V)
Il pin 6/7 è il segnale di modulazione PWM e l'uscita è 24 V durante il funzionamento
Il pin 4 è abilitato DA. Massa comune del pin 3!!!
II. Abbinamento del cablaggio del laser
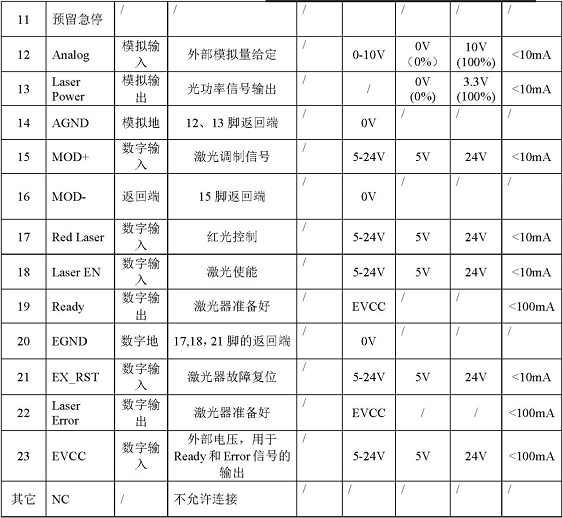
Qualsiasi laser richiede i tre gruppi di segnali sopra indicati, ma il produttore è diverso e la definizione di cablaggio è diversa. Il cablaggio deve essere eseguito secondo la logica del laser
(i singoli laser necessitano di segnali di attivazione, come l'attivazione della luce rossa dei singoli modelli di Ruike e l'attivazione della modalità di controllo del laser Ennai, che necessitano di 24 V e devono essere collegate al pin 3 della scatola di controllo)
Ad esempio: guarda prima la definizione fornita nel suo manuale
Nella loro definizione, abilita + è il pin 18 e abilita - è il pin 20 (fine ritorno di 18)
Essere
18 collegati a 2
20-4
Fornire il segnale di abilitazione e così via. Una volta completato il cablaggio, eseguire il test dell'emissione luminosa. Se il laser non emette luce, collegare il monitoraggio del laser per vedere quale segnale non esiste, quindi condurre l'ispezione corrispondente.






















































