|














| Mengde: | |
|---|---|
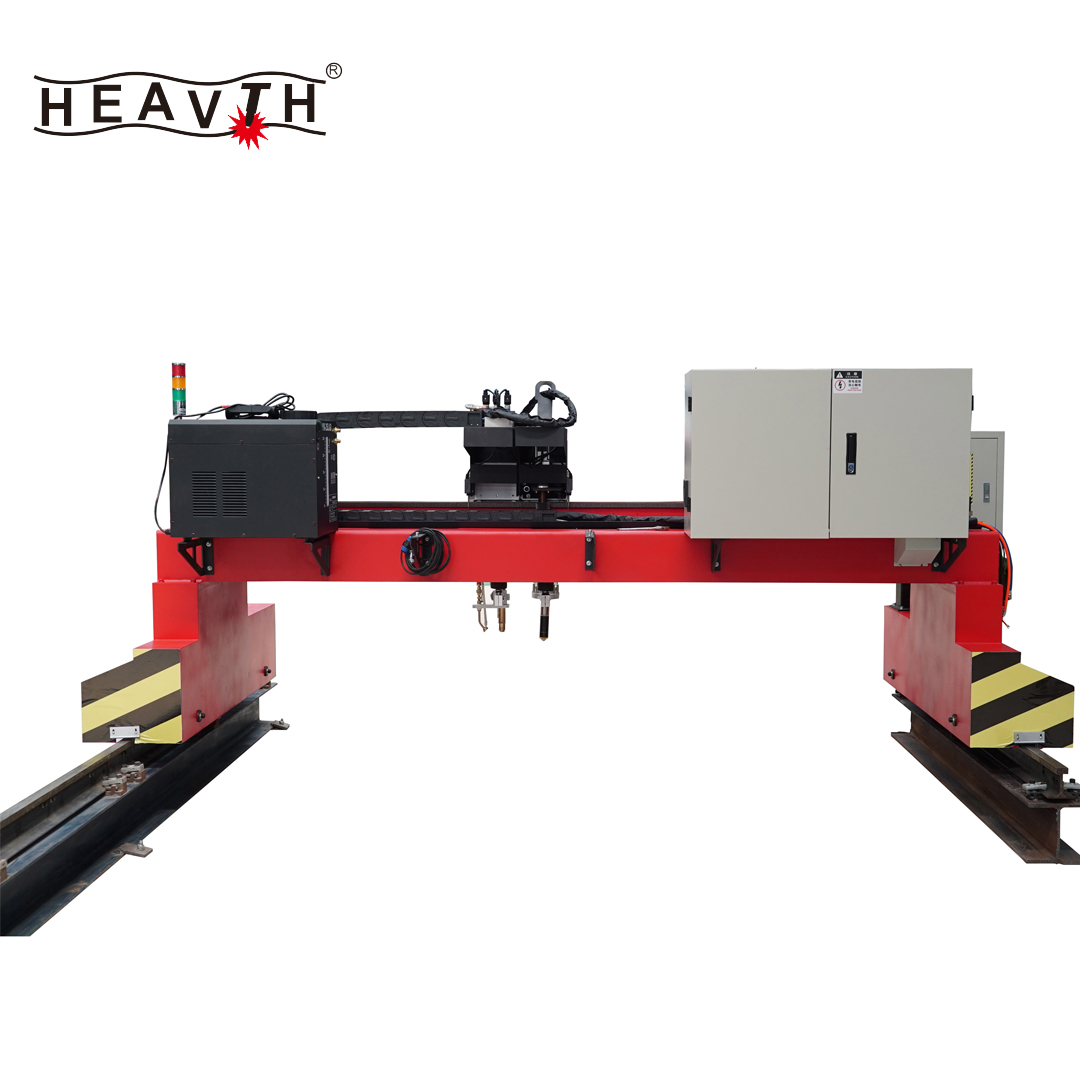
MS-4B
HEAVTH
MS-3B
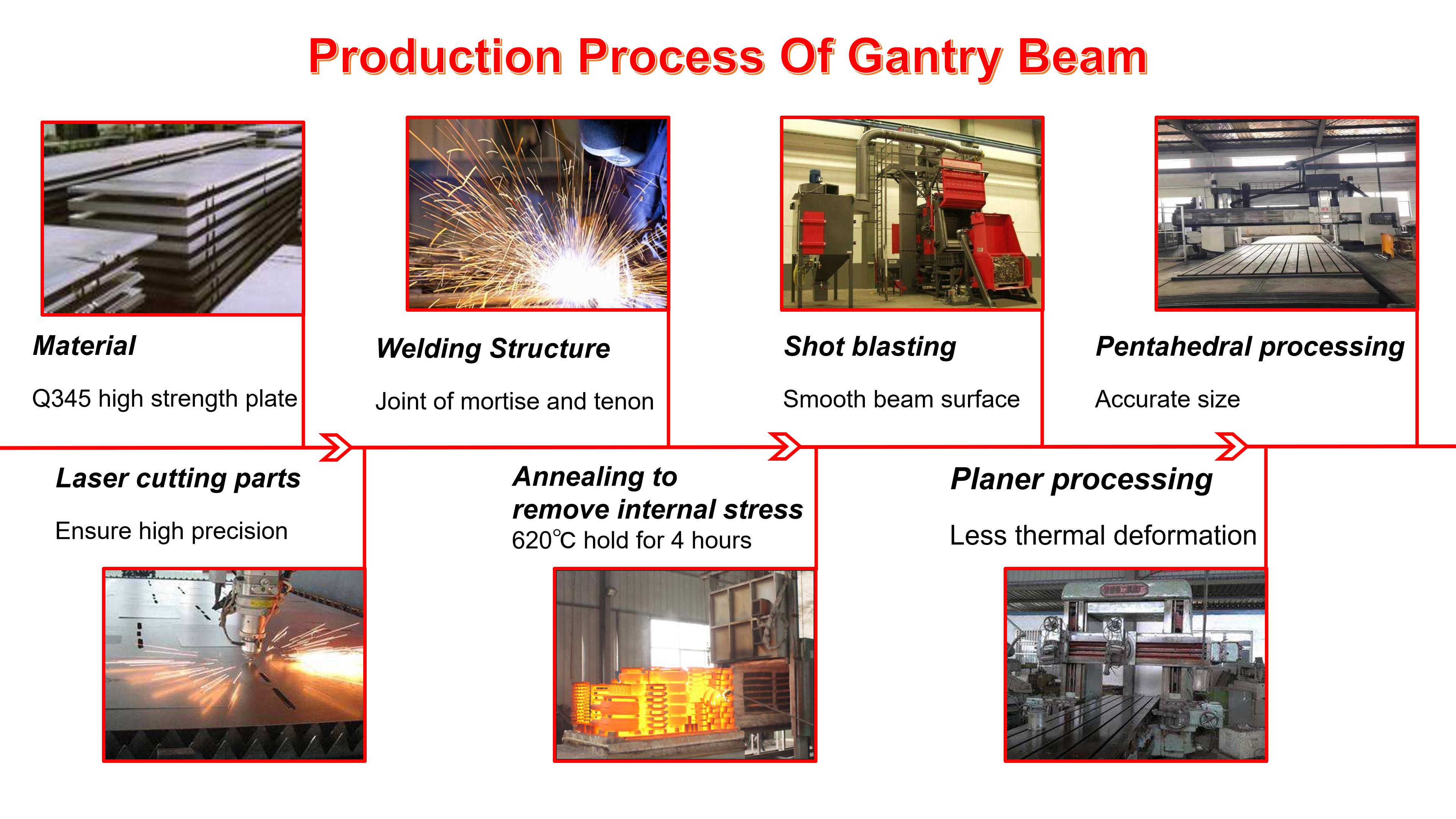
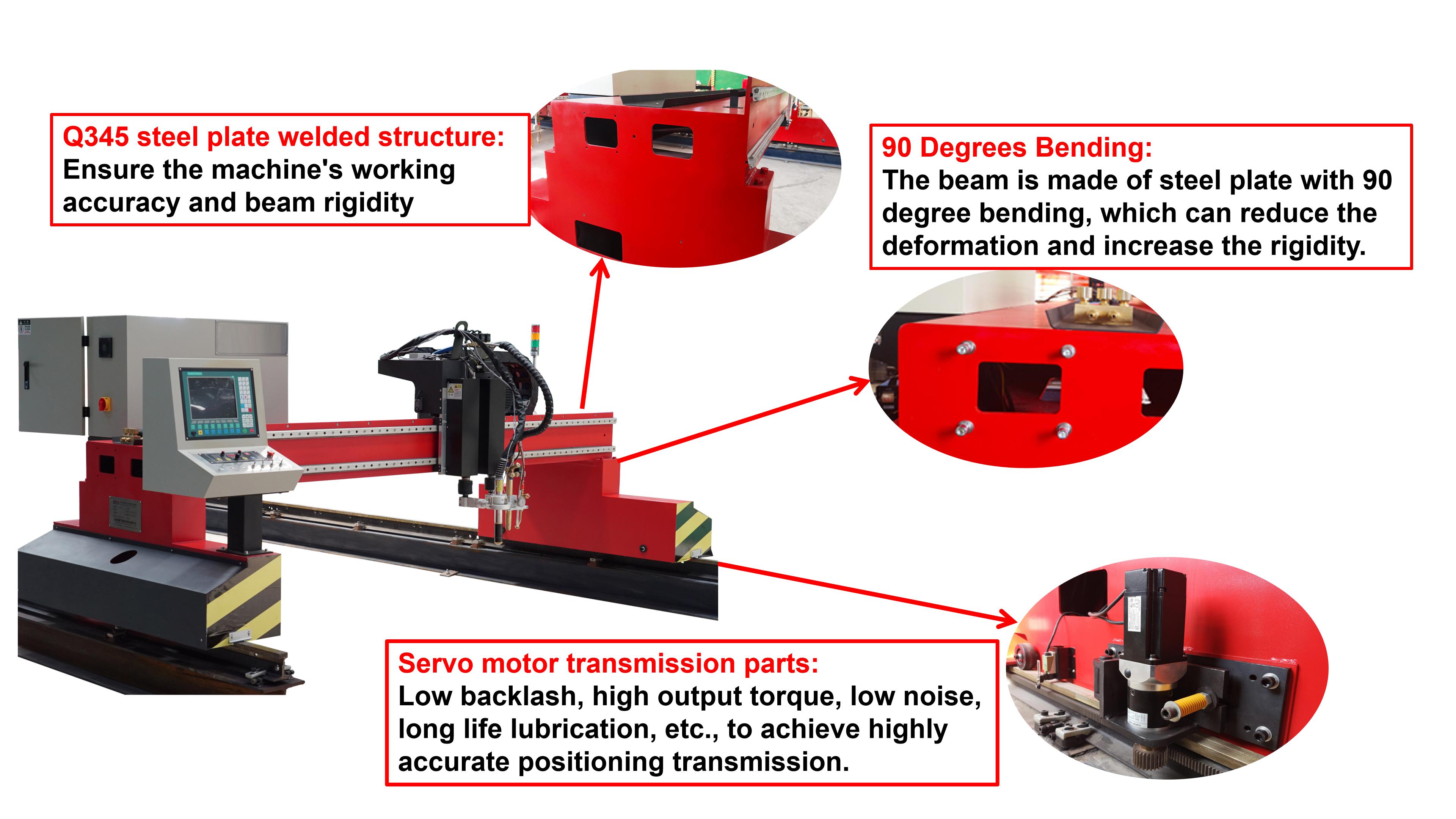
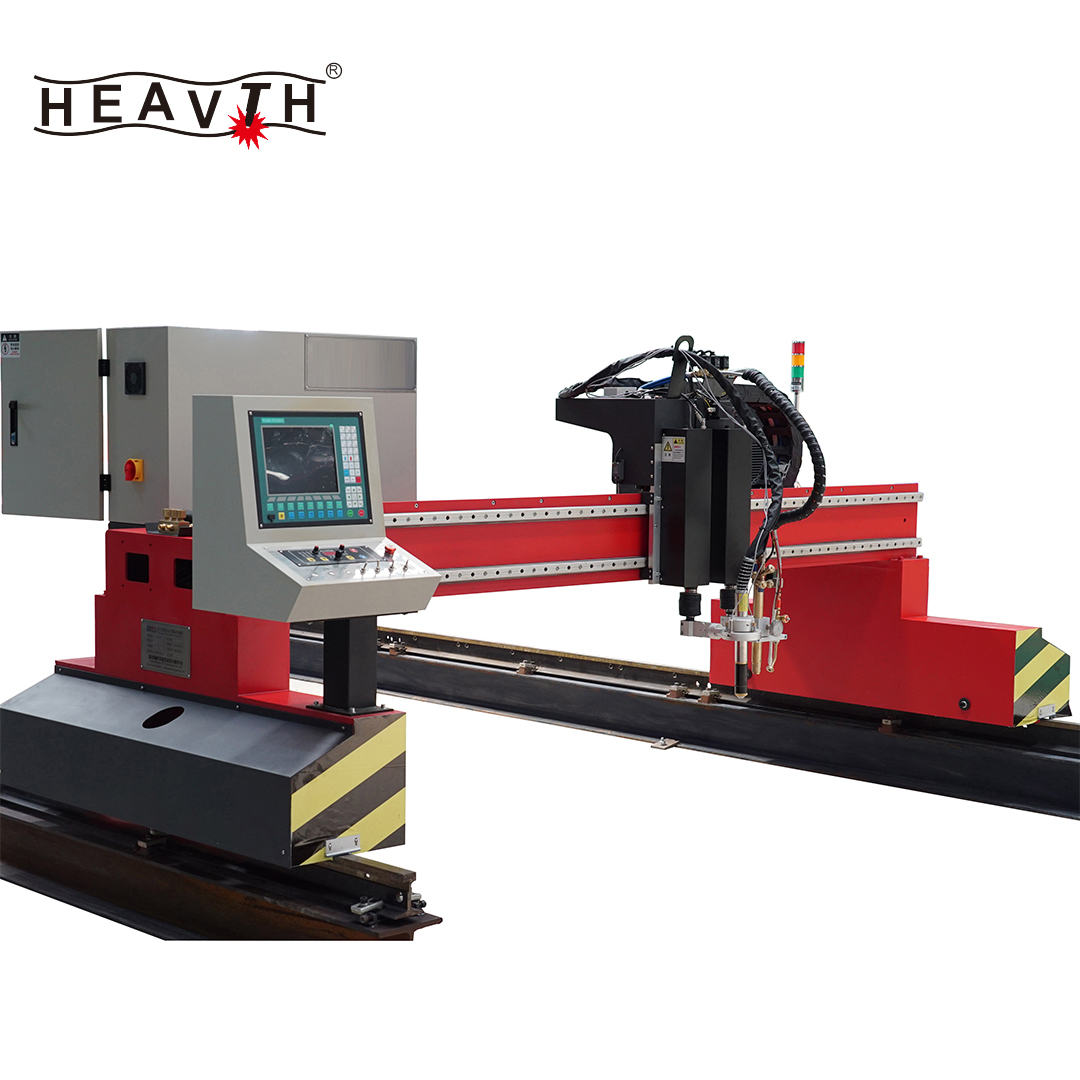
Hele maskinen tar i bruk den sveisede stålplatesveisede strukturen. Strålen kuttes ved laserskjæring og sveises deretter sammen. Over- og undersiden av bjelken bøyes 90 grader med stålplaten, noe som kan redusere deformasjonen og øke stivheten.
Bjelkenhengsplaten er sveiset med 20 mm stålplate, og hele overflaten behandles med portalhøvel for å redusere deformasjonen av hele overflaten og forbedre presisjonen.
Etter at hele maskinen er sveiset, utføres først aldringsbehandlingen etter stressaldring, etterfulgt av overflaterustfjerningsbehandlingen. Etter at grunningen er påført, males overflaten.
 MetalAct Gantry CNC-skjæremaskin.pdf
MetalAct Gantry CNC-skjæremaskin.pdfTeknisk parameter
| Modell | MS-4B (4080) | MS-4B (5012) | MS-4B (6012) | MS-4B (7012) |
| Maskinstruktur | Laserskjæring, stålplatesveisestruktur med varmebehandling |
|||
| Effektivt skjæreområde (X/Y) | 3000 x 6000 mm | 4000 x 10000 mm | 5000 x 10000 mm | 6000 x 10000 mm |
| Lateral skinneavstand | 4000 mm | 5000 mm | 6000 mm | 7000 mm |
| Langsgående føringslengde | 8000 mm | 12000 mm | 12000 mm | 12000 mm |
| Antall heiser | Standard for den doble bevegelige løfteanordningen |
|||
| Inngangsspenning | AV-220V Enfase AV-220V |
|||
| inngangseffekt | Ca 2500W |
Ca 3000W |
||
| Løpehastighet | 0-10 000 mm/min |
|||
| Skjæretype | 1, plasmaskjæring (med plasmakraft) 2, flammeskjæring 3, flamme + plasmaskjæring |
|||
| Fakkelheis | ≤160 mm |
|||
| Driftsnøyaktighet | 0,2 mm/m |
|||
| Flammekuttetykkelse | Piercingtykkelse: 5-60mm Kantskjæringstykkelse: 5-200mm |
|||
| Plasmaskjæringstykkelse | I henhold til størrelsen på plasmastrømforsyningen |
|||
| Flamme automatisk tenningsenhet | Med flamme automatisk tenningsenhet funksjon |
|||