|














| Mængde: | |
|---|---|
MS-4B
HEAVTH
MS-3B
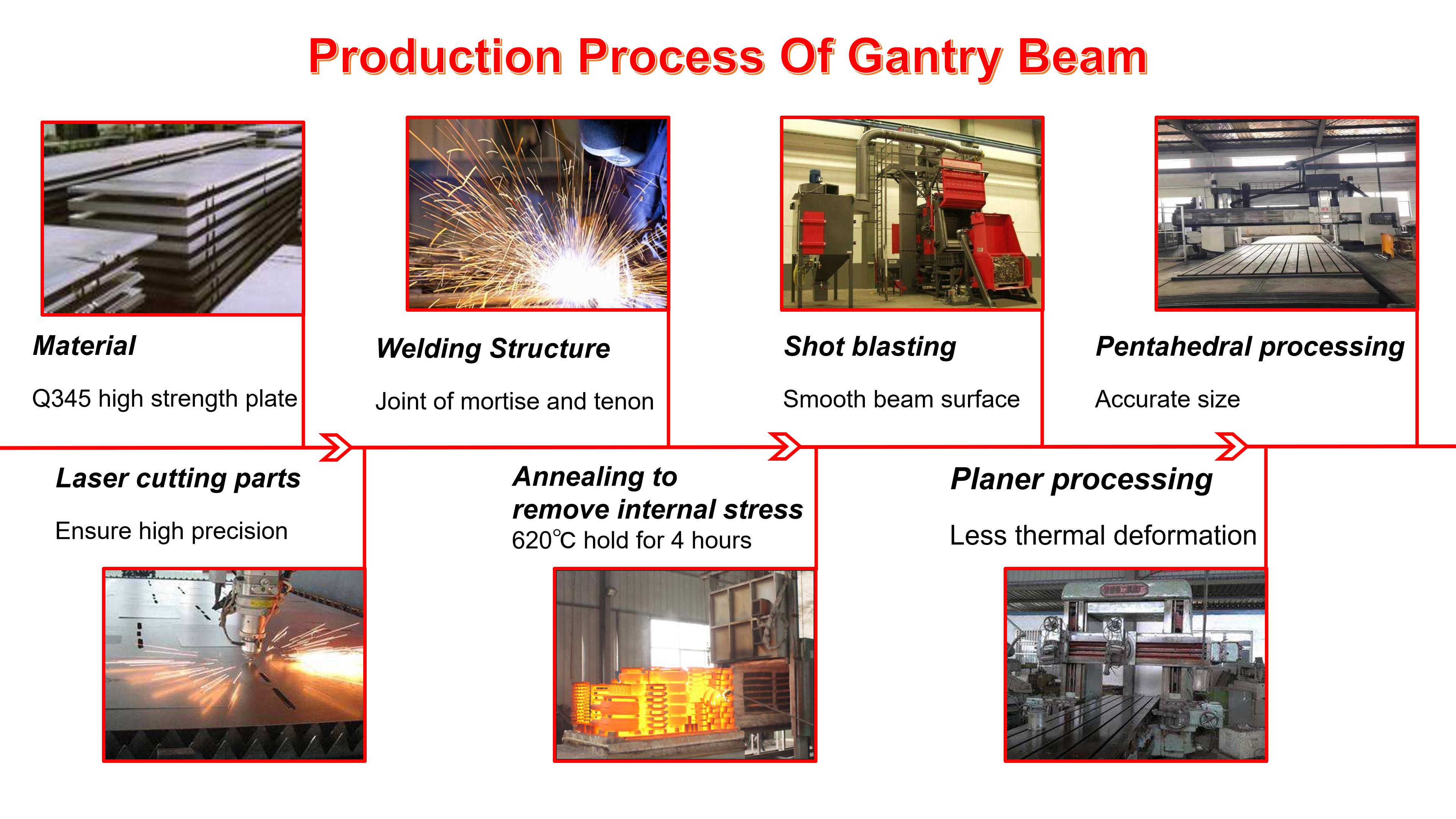
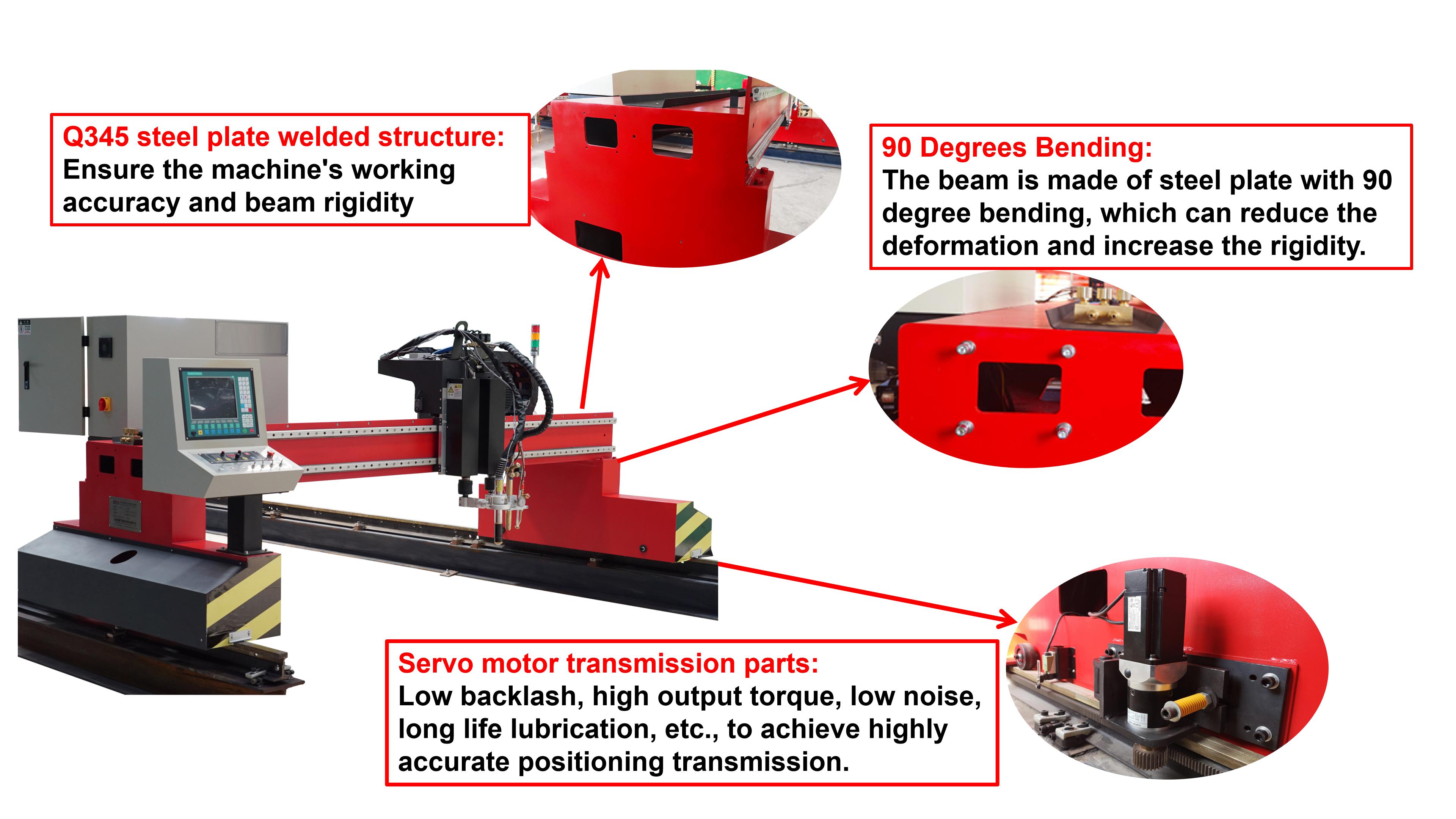
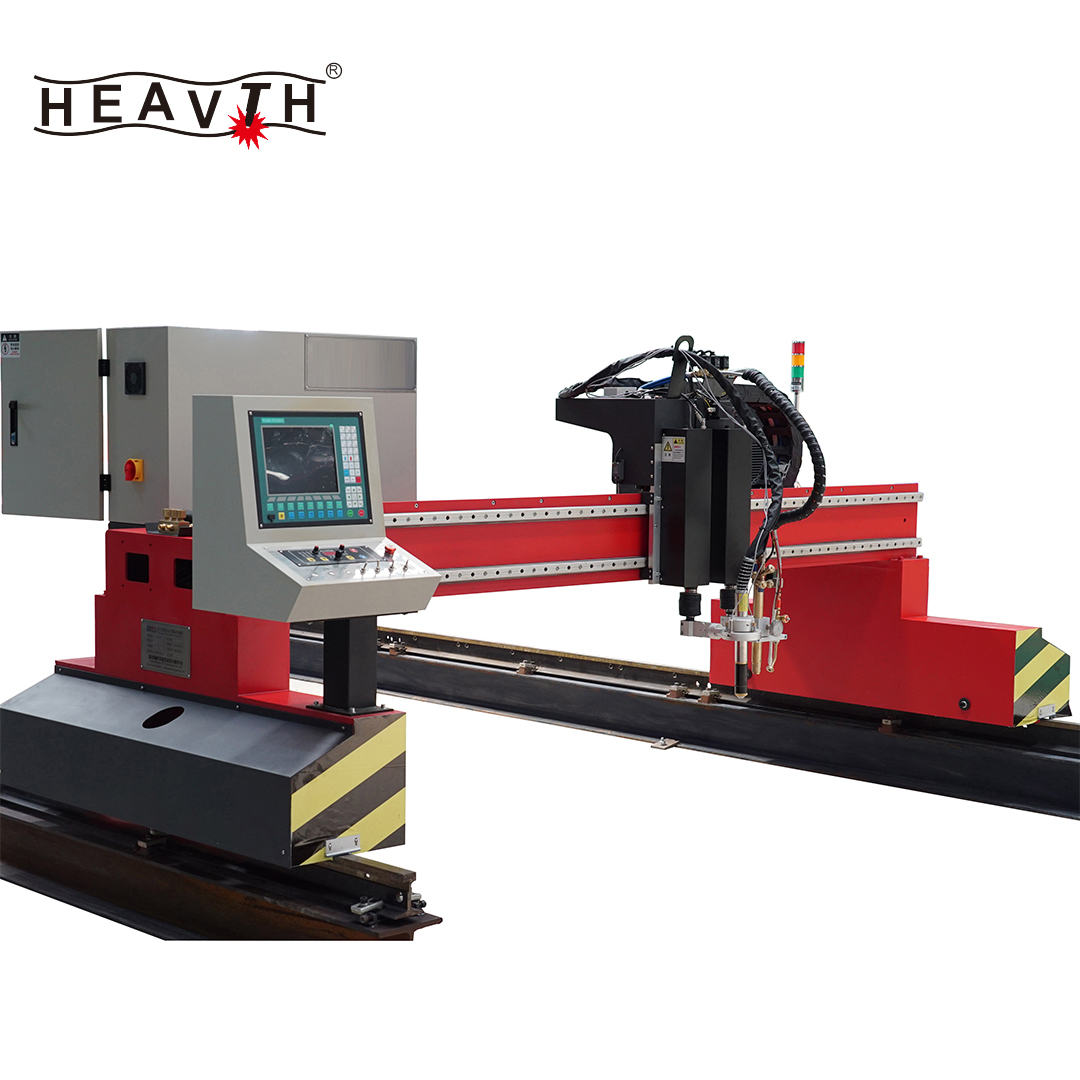
Hele maskinen vedtager den svejsede stålpladesvejsede struktur. Strålen skæres ved laserskæring og svejses derefter sammen. Bjælkens over- og underside bøjes 90 grader med stålpladen, hvilket kan reducere deformationen og øge stivheden.
Bjælkehængspladen er svejset med 20 mm stålplade, og hele overfladen behandles med portalhøvl for at reducere deformationen af hele overfladen og forbedre præcisionen.
Efter at hele maskinen er svejset, udføres først ældningsbehandlingen efter stressældning, efterfulgt af overfladerustfjernelsesbehandlingen. Efter at primeren er påført, males overfladen.
 MetalAct Gantry CNC skæremaskine.pdf
MetalAct Gantry CNC skæremaskine.pdfTeknisk parameter
| Model | MS-4B (4080) | MS-4B (5012) | MS-4B (6012) | MS-4B (7012) |
| Maskinens struktur | Laserskæring, stålplade svejsestruktur med varmebehandling |
|||
| Effektivt skæreområde (X/Y) | 3000 x 6000 mm | 4000 x 10000 mm | 5000 x 10000 mm | 6000 x 10000 mm |
| Lateral skinneafstand | 4000 mm | 5000 mm | 6000 mm | 7000 mm |
| Længdestyrelængde | 8000 mm | 12000 mm | 12000 mm | 12000 mm |
| Antallet af løft | Standard for den dobbelte bevægelige løfteanordning |
|||
| Indgangsspænding | AV-220V Enkeltfaset AV-220V |
|||
| indgangseffekt | Cirka 2500W |
Cirka 3000W |
||
| Løbehastighed | 0-10000 mm/min |
|||
| Skæretype | 1, plasmaskæring (med plasmaeffekt) 2, flammeskæring 3, flammeskæring + plasmaskæring |
|||
| Fakkelløft | ≤160 mm |
|||
| Driftsnøjagtighed | 0,2 mm/m |
|||
| Flammeskæretykkelse | Piercing tykkelse: 5-60mm Kantskæring tykkelse: 5-200mm |
|||
| Plasma skære tykkelse | I henhold til størrelsen af plasmastrømforsyningen |
|||
| Flamme automatisk tændingsanordning | Med flamme automatisk tændingsanordning funktion |
|||