




















































จำนวนการเข้าชม: 2 ผู้แต่ง: บรรณาธิการเว็บไซต์ เวลาเผยแพร่: 2024-05-03 ที่มา: เว็บไซต์
使用外部接口控制激光的步骤示例:
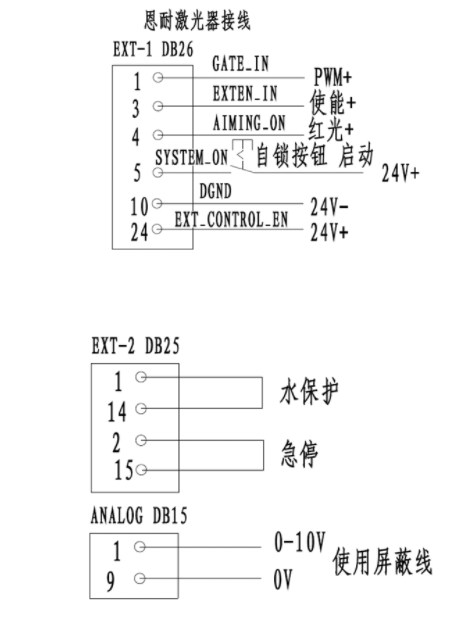
1.确保EXT-2安全连接器中的互锁销已关闭
2.EXTEN_IN,CLR_ERR และ SYSTEM_ON 设置为低电平
3.使用交流电源断路器为激光器施加交流电源。
4.将SYSTEM_ON设置为高以提供上升沿。
5.等待至少5秒钟,然后确认ERR输出为低电平且RDY输出为高电平。
6.将EXTEN_IN设置为高电平以提供上升沿。
7.等待2秒钟,确认RDY输出为高电平且EMISS输出为高电平。
8.激光现在将遵循GATE_INและANALOG_IN来控制激光发射和功率。
9.监控ERR输出。如果ERR变高,激光器就会关闭。请参见下以使用硬件清除ERR信号。
10.将EXTEN_IN设置为低电平以关闭激光二极管驱动器。
11. 将SYSTEM_ON设置为低以将激光器移出STANDBY状态或打闭互锁连接以移动激光器处于关闭状态并切断激光二极管驱动器的电源
ตัวอย่างขั้นตอนในการควบคุมเลเซอร์โดยใช้อินเทอร์เฟซภายนอก:
1. ตรวจสอบให้แน่ใจว่าพินอินเทอร์ล็อคในขั้วต่อนิรภัย EXT-2 ปิดอยู่
2. ตั้งค่า EXTEN_IN, CLR_ERR และ SYSTEM_ON เป็นต่ำ
3. ใช้เบรกเกอร์ไฟ AC เพื่อจ่ายไฟ AC ไปที่เลเซอร์
4. ตั้งค่า SYSTEM_ON เป็นสูงเพื่อให้ขอบเพิ่มขึ้น
5. รออย่างน้อย 5 วินาที จากนั้นยืนยันว่าเอาต์พุต ERR ต่ำและเอาต์พุต RDY สูง
6. ตั้งค่า EXTEN_IN ให้สูงเพื่อให้ขอบเพิ่มขึ้น
7. รอ 2 วินาทีเพื่อยืนยันว่าเอาต์พุต RDY สูงและเอาต์พุต EMISS สูง
8. เลเซอร์จะติดตาม GATE_IN และ ANALOG_IN เพื่อควบคุมการปล่อยเลเซอร์และพลังงาน
9. ตรวจสอบเอาต์พุตข้อผิดพลาด หาก ERR สูง เลเซอร์จะปิดตัวลง ดูรูปด้านล่างเพื่อล้างสัญญาณ ERR โดยใช้ฮาร์ดแวร์
10. ตั้งค่า EXTEN_IN ต่ำเพื่อปิดไดรเวอร์เลเซอร์ไดโอด
11. ตั้งค่า SYSTEM_ON ไปที่ต่ำเพื่อย้ายเลเซอร์ออกจากสถานะ STANDBY หรือเปิดการเชื่อมต่อแบบอินเทอร์ล็อคเพื่อย้ายเลเซอร์ในสถานะปิดและตัดไฟที่ไดรเวอร์เลเซอร์ไดโอด
必须使用HW模式
外部24脚高电平信号启用HW模式,如果激光是在'HW'模式下,24脚信号的下降沿将禁用所有输入并将激光转换为'关闭'状态。24脚也可以不用接线,HW模式可以用软件修改
启动顺许:
模式使用'HW',钥匙打到บน,
给5脚启动信号(实现:5脚接控制盒3脚,中间装一个带锁的按钮)
5s后给使能(实现:3脚接控制盒的3脚,中间装一个带锁的按钮)
再มีP+信号出光
ต้องใช้โหมด HW
สัญญาณสูง 24 พินภายนอกเปิดใช้งานโหมด HW และหากเลเซอร์อยู่ในโหมด 'HW' ขอบที่ตกของสัญญาณ 24 พินจะปิดการใช้งานอินพุตทั้งหมด และเปลี่ยนเลเซอร์เป็นสถานะ 'ปิด' นอกจากนี้ยังสามารถปรับเปลี่ยน 24 พินได้โดยไม่ต้องเดินสายไฟ และโหมด HW สามารถแก้ไขได้ด้วยซอฟต์แวร์
ลำดับการเริ่มต้น:
โหมดนี้ใช้ 'HW', กดปุ่มบน,
สัญญาณเริ่มต้นสำหรับ 5 พิน (การรับรู้: 5 พินเชื่อมต่อกับ 3 พินของกล่องควบคุมปุ่มที่มีล็อคอยู่ตรงกลาง)
เปิดใช้งานหลังจาก 5 วินาที (การรับรู้: 3 พินเชื่อมต่อกับ 3 พินของกล่องควบคุม ปุ่มที่มีล็อคอยู่ตรงกลาง)
แล้วมีสัญญาณ P+ ออกมา

