|










MS-4B (5012)
건강
MS-4B (5012)
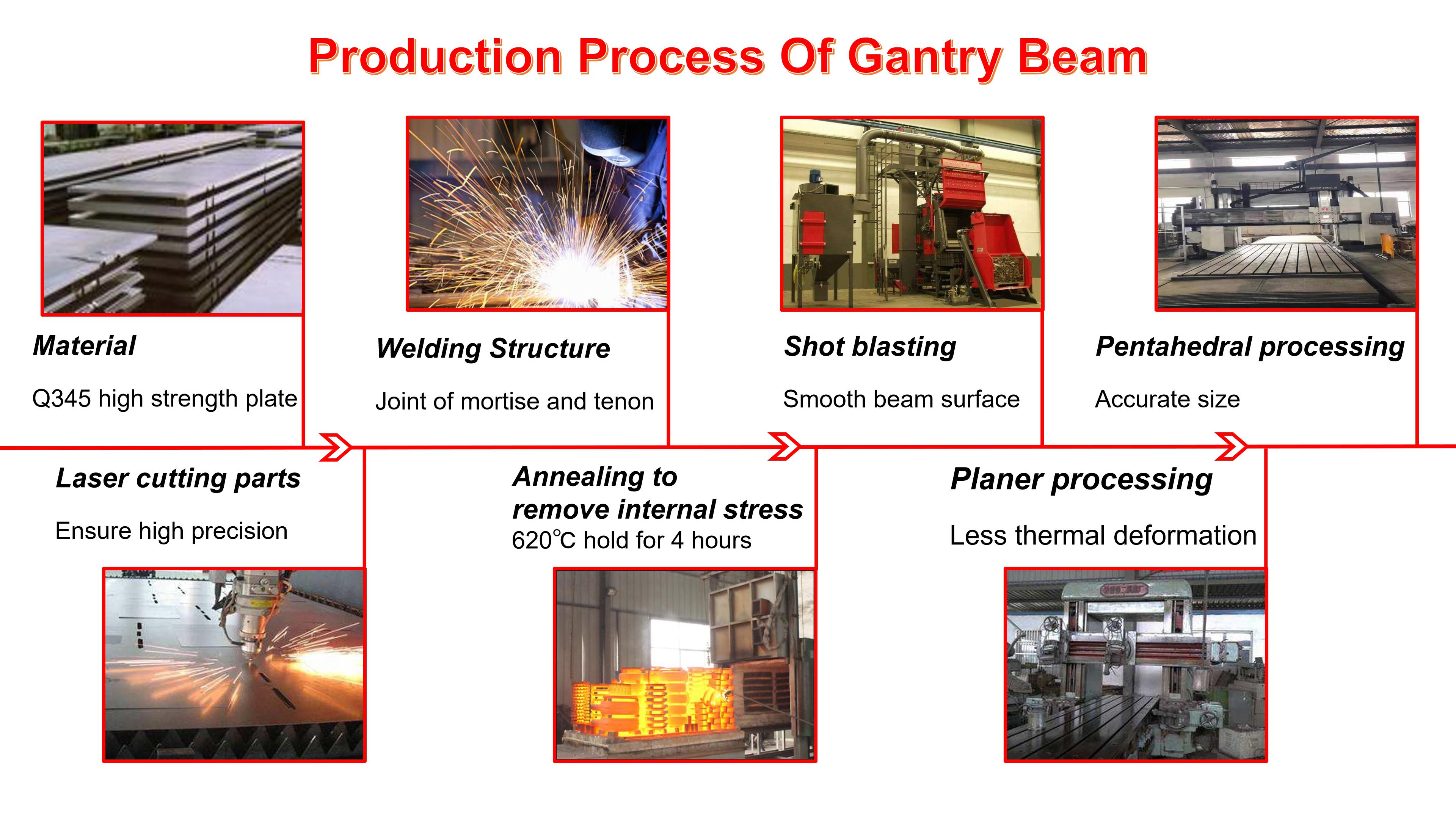
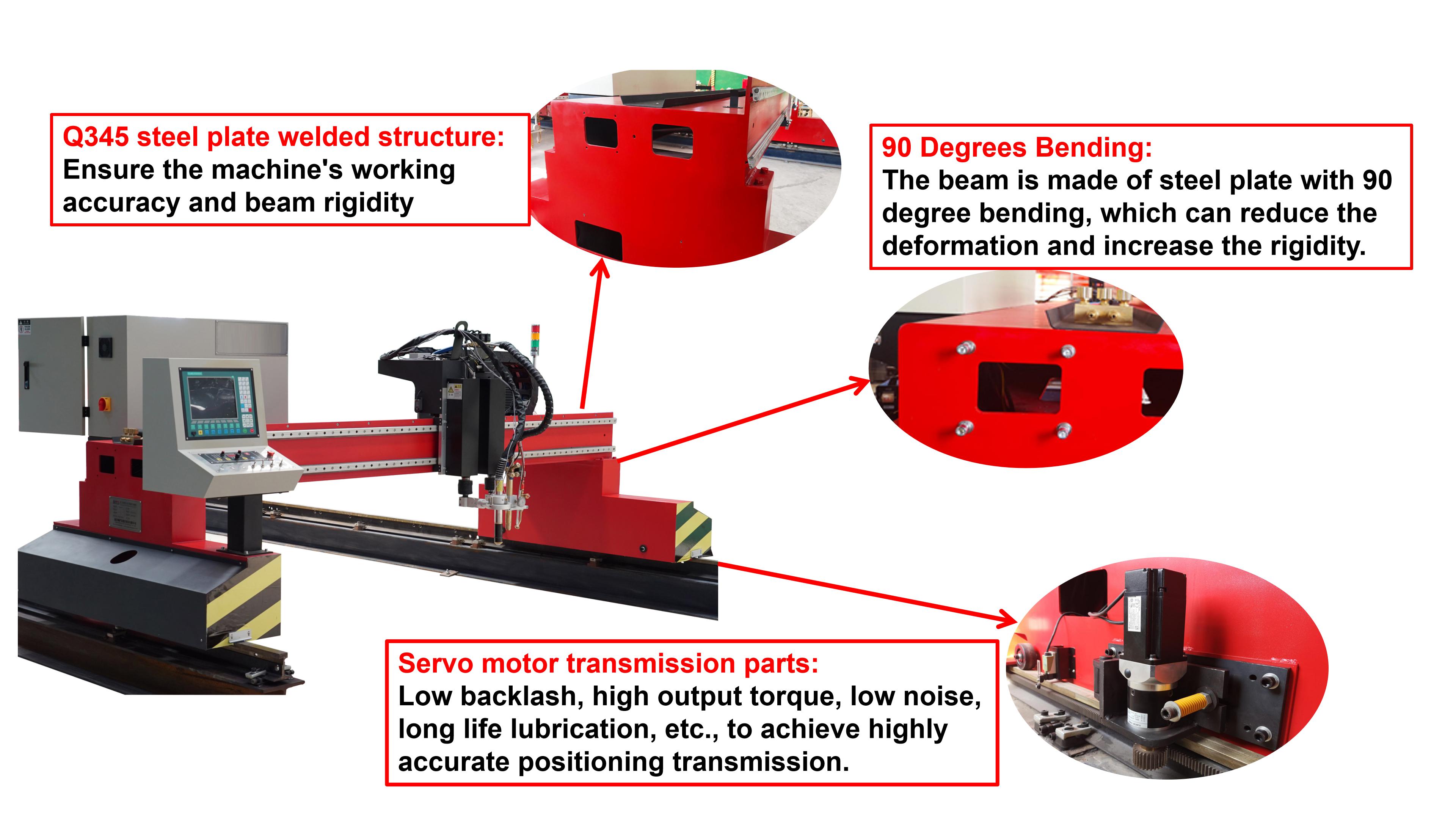
전체 기계는 용접 강판 용접 구조를 채택합니다. 빔은 레이저 절단으로 절단된 후 함께 용접됩니다. 빔의 상부와 하부를 철판으로 90도 절곡하여 변형을 줄이고 강성을 높일 수 있습니다.
빔 행잉 플레이트는 20mm 강판으로 용접하고 전체 표면을 갠트리 플래너로 가공하여 전체 표면의 변형을 줄이고 정밀도를 향상시킵니다.
기계 전체를 용접한 후 먼저 응력 노화 후 노화 처리를 수행한 다음 표면 녹 제거 처리를 수행합니다. 프라이머를 도포한 후 표면을 칠합니다.
기술적인 매개변수
| 모델 | MS-4B (5012) |
||
| 기계 구조 | 레이저 커팅, 열처리를 이용한 강판 용접 구조 |
||
| 유효절단범위 ( X/Y) | 4000x10000mm |
||
| 측면 레일 간격 | 5000mm |
||
| 세로 가이드 길이 | 10000mm |
||
| 리프트 수 | 이중 이동 리프트 장치의 표준 |
||
| 입력 전압 | AV-220V 단상 AV-220V |
||
| 입력 전력 | 약 2500W |
||
| 주행 속도 | 0-10000mm/분 |
||
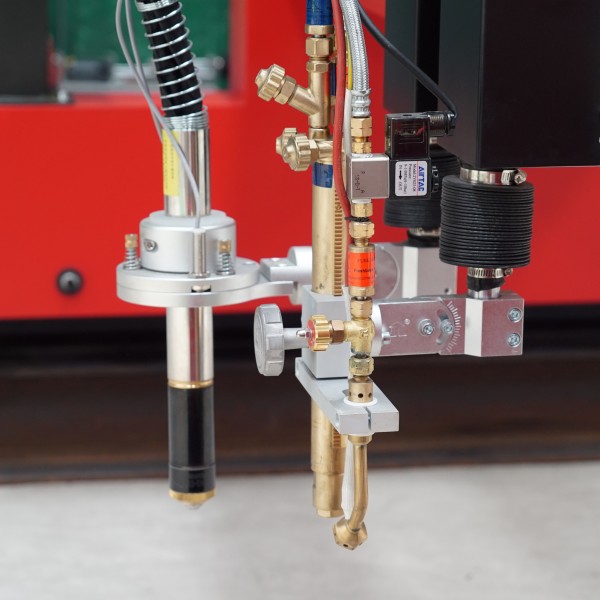
| 절단 유형 | 1, 플라즈마 절단(플라즈마 전력 사용) 2, 화염 절단 3, 화염+플라즈마 절단 |
||
| 토치 리프트 | 160mm 이하 |
||
| 작동 정확도 | 0.2mm/m |
||
| 화염 절단 두께 | 피어싱 두께: 5-60mm 가장자리 절단 두께: 5-200mm |
||
| 플라즈마 절단 두께 | 플라즈마 전원 공급 장치의 크기에 따라 |
||
| 화염자동점화장치 | 화염 자동 점화장치 기능부 |
||
https://www.youtube.com/embed/H0HZgxDBR3M