|
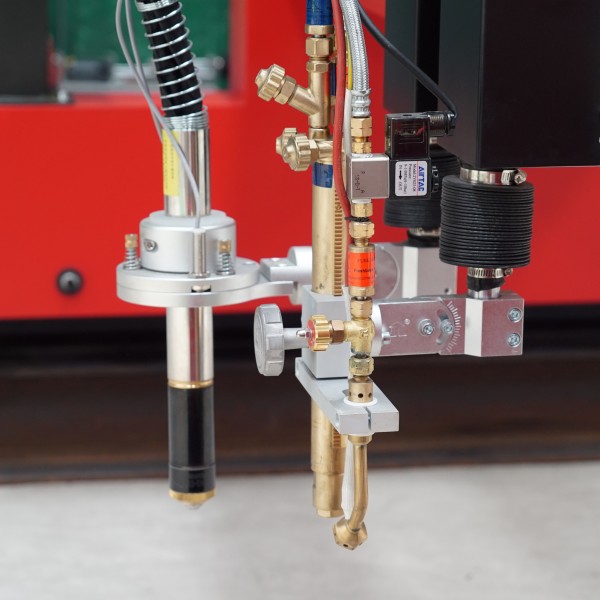










این سری از دستگاه برش پلاسما یک تجهیزات با راندمان بالا و کارایی بالا است که از نوع دروازه ای، تک درایو یا دو درایو استفاده می کند. این دستگاه از سیستم CNC پیشرفته خارج از کشور مانند FAGOR اسپانیایی و Hypertherm آمریکایی استفاده می کند. پارامترهای برش عالی، ویژگی های قابل اعتماد و پایدار آن، اثر برش عالی را تضمین می کند. مشعل شعله / پلاسما CNC دارای تنظیم کننده ارتفاع خودکار و عملکرد احتراق خودکار است که برای استفاده راحت است.
| تعداد: | |
|---|---|
MS-4B (5012)
HEAVTH
MS-4B (5012)
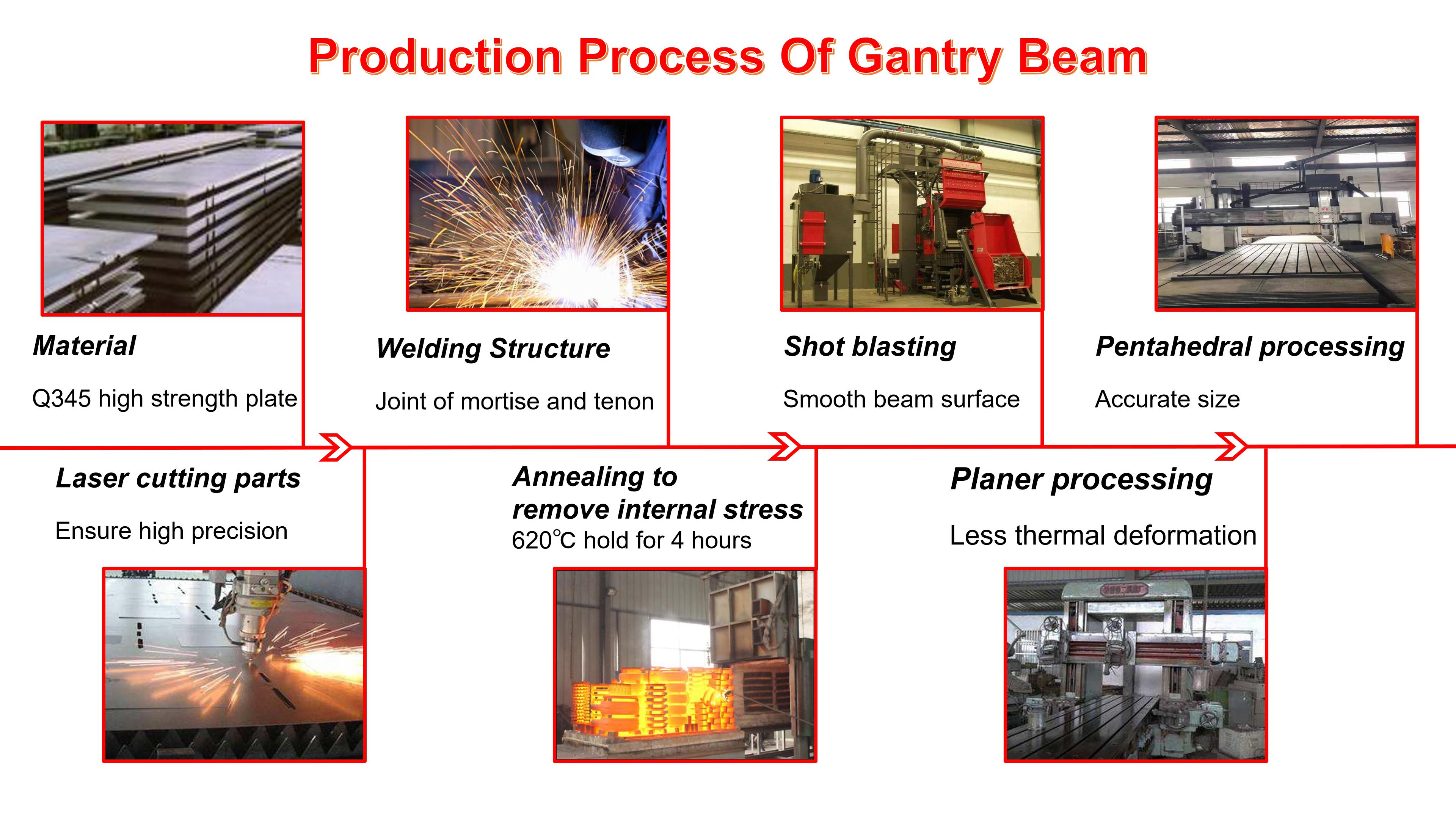
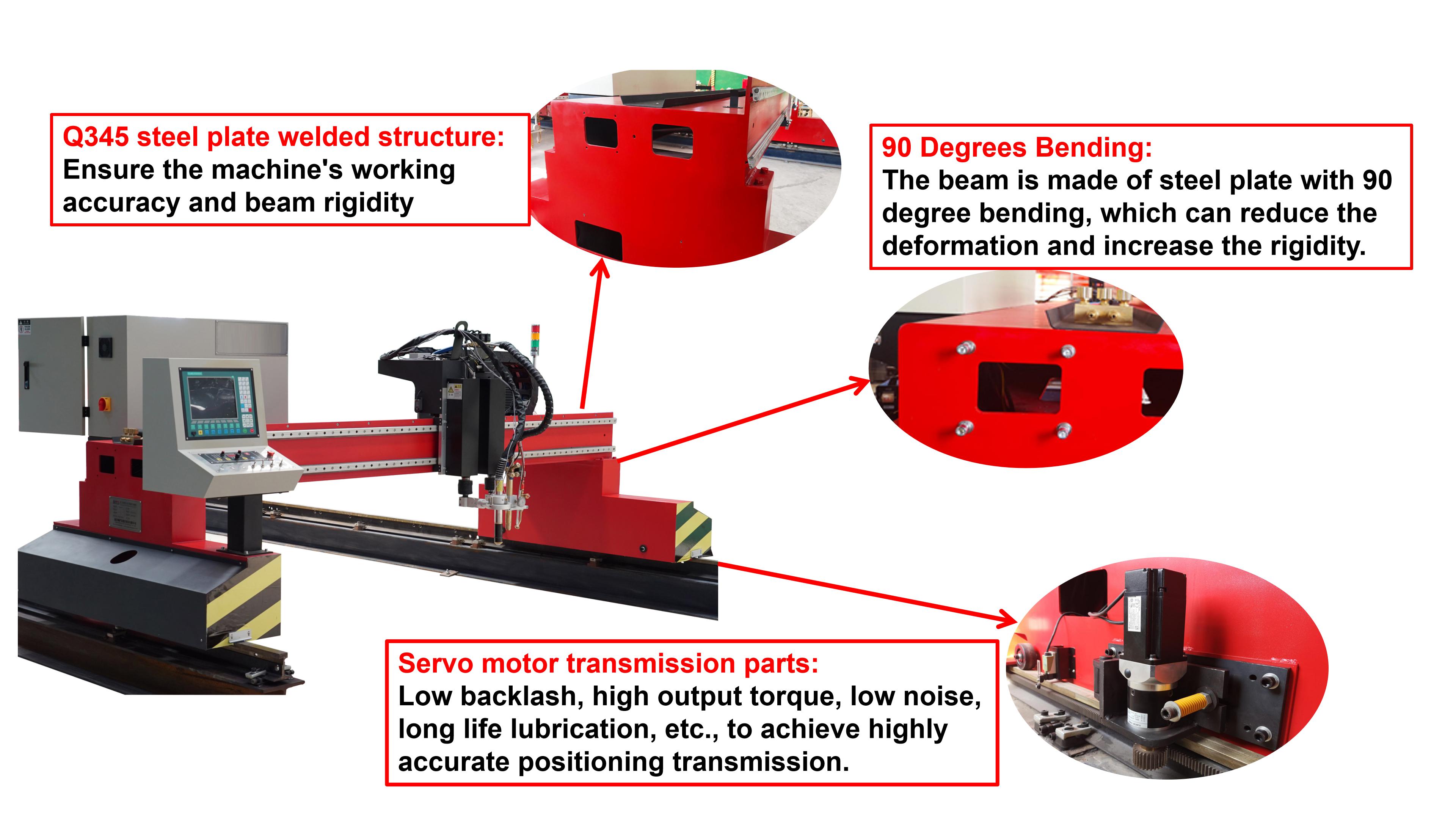
کل دستگاه از ساختار جوش داده شده ورق فولادی جوش داده شده استفاده می کند. پرتو با برش لیزری بریده شده و سپس به هم جوش داده می شود. دو طرف بالا و پایین تیر با صفحه فولادی 90 درجه خم می شود که می تواند تغییر شکل را کاهش دهد و سفتی را افزایش دهد.
ورق آویز پرتو با ورق فولادی 20 میلی متری جوش داده می شود و کل سطح توسط رنده دروازه ای برای کاهش تغییر شکل کل سطح و بهبود دقت پردازش می شود.
پس از جوشکاری کل دستگاه، ابتدا عملیات پیری پس از پیری تنشی و به دنبال آن عملیات حذف زنگ سطح انجام می شود. پس از اعمال پرایمر، سطح رنگ آمیزی می شود.
پارامتر فنی
| مدل | MS-4B (5012) |
||
| ساختار ماشین | برش لیزری، ساختار جوش ورق فولادی با عملیات حرارتی |
||
| محدوده برش موثر ( X/Y) | 4000 × 10000 میلی متر |
||
| فاصله ریل جانبی | 5000 میلی متر |
||
| طول راهنمای طولی | 10000 میلی متر |
||
| تعداد آسانسورها | استاندارد برای دستگاه آسانسور متحرک دوبل |
||
| ولتاژ ورودی | AV-220V تک فاز AV-220V |
||
| توان ورودی | حدود 2500 وات |
||
| سرعت دویدن | 0-10000 میلی متر در دقیقه |
||
| نوع برش | 1، برش پلاسما (با قدرت پلاسما) 2، برش شعله 3، برش شعله + پلاسما |
||
| بالابر مشعل | ≤160 میلی متر |
||
| دقت عملیات | 0.2 میلی متر در متر |
||
| ضخامت برش شعله | ضخامت سوراخ: 5-60 میلی متر ضخامت برش لبه: 5-200 میلی متر |
||
| ضخامت برش پلاسما | با توجه به اندازه منبع تغذیه پلاسما |
||
| دستگاه احتراق اتوماتیک شعله | با عملکرد دستگاه احتراق خودکار شعله |
||
https://www.youtube.com/embed/H0HZgxDBR3M