|
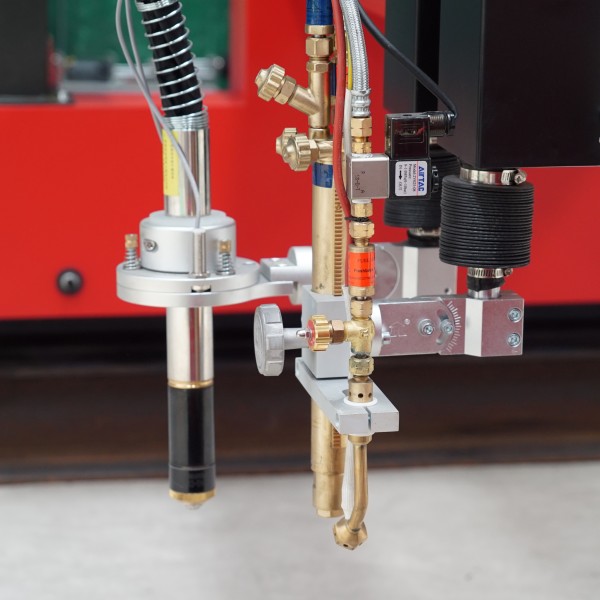
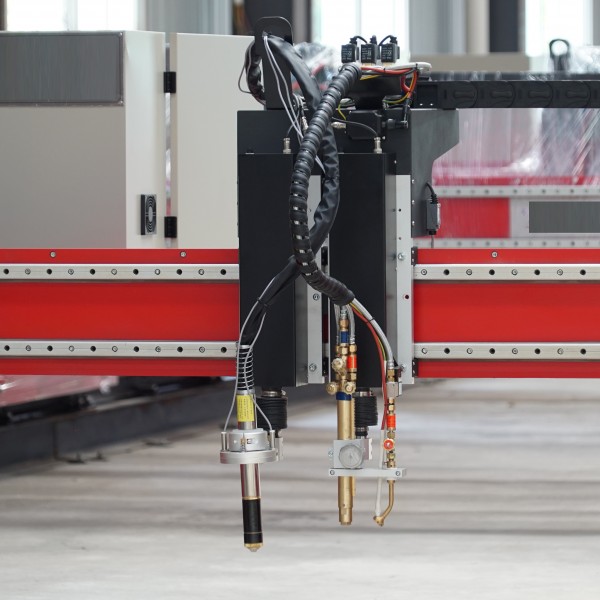










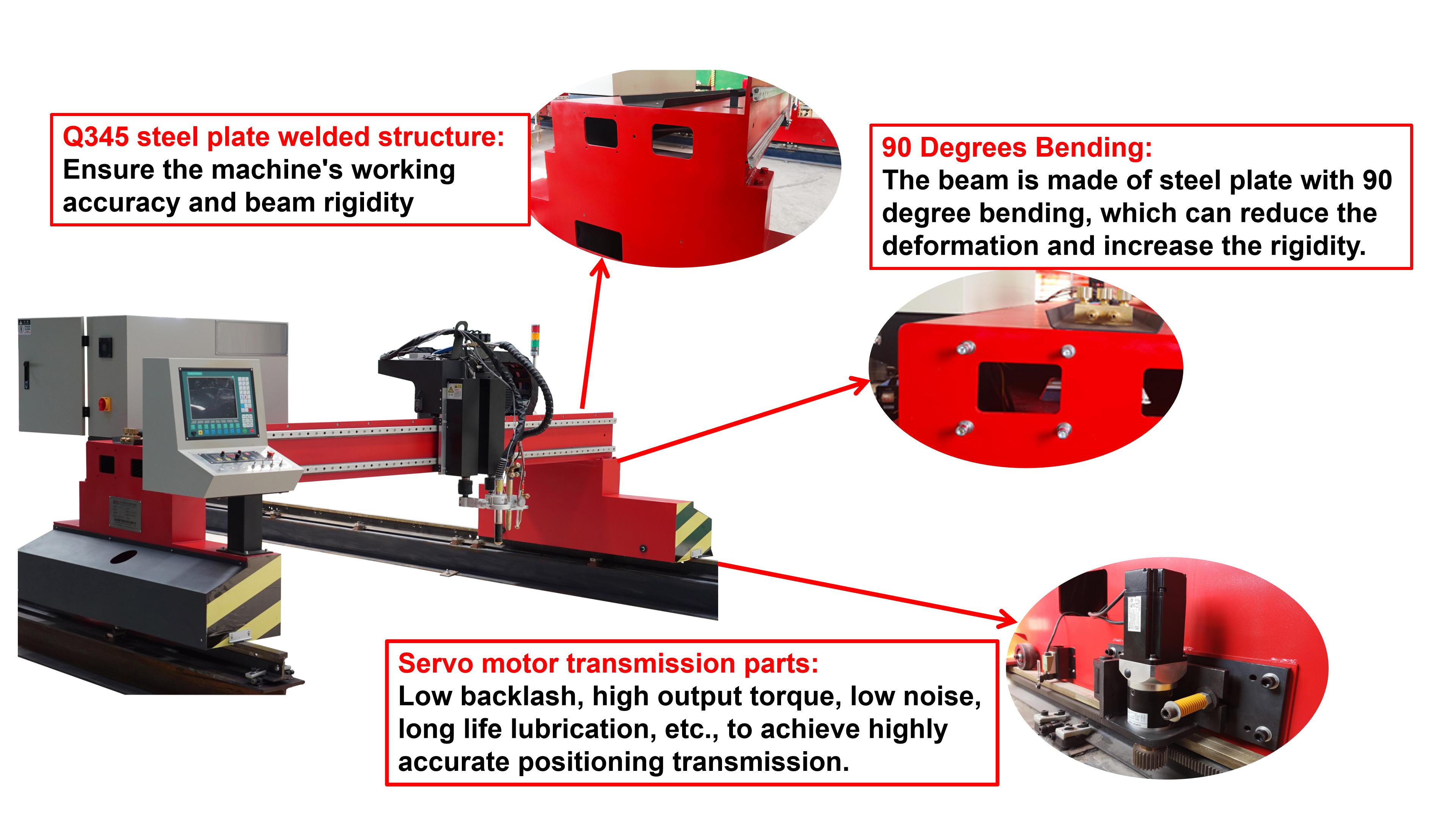
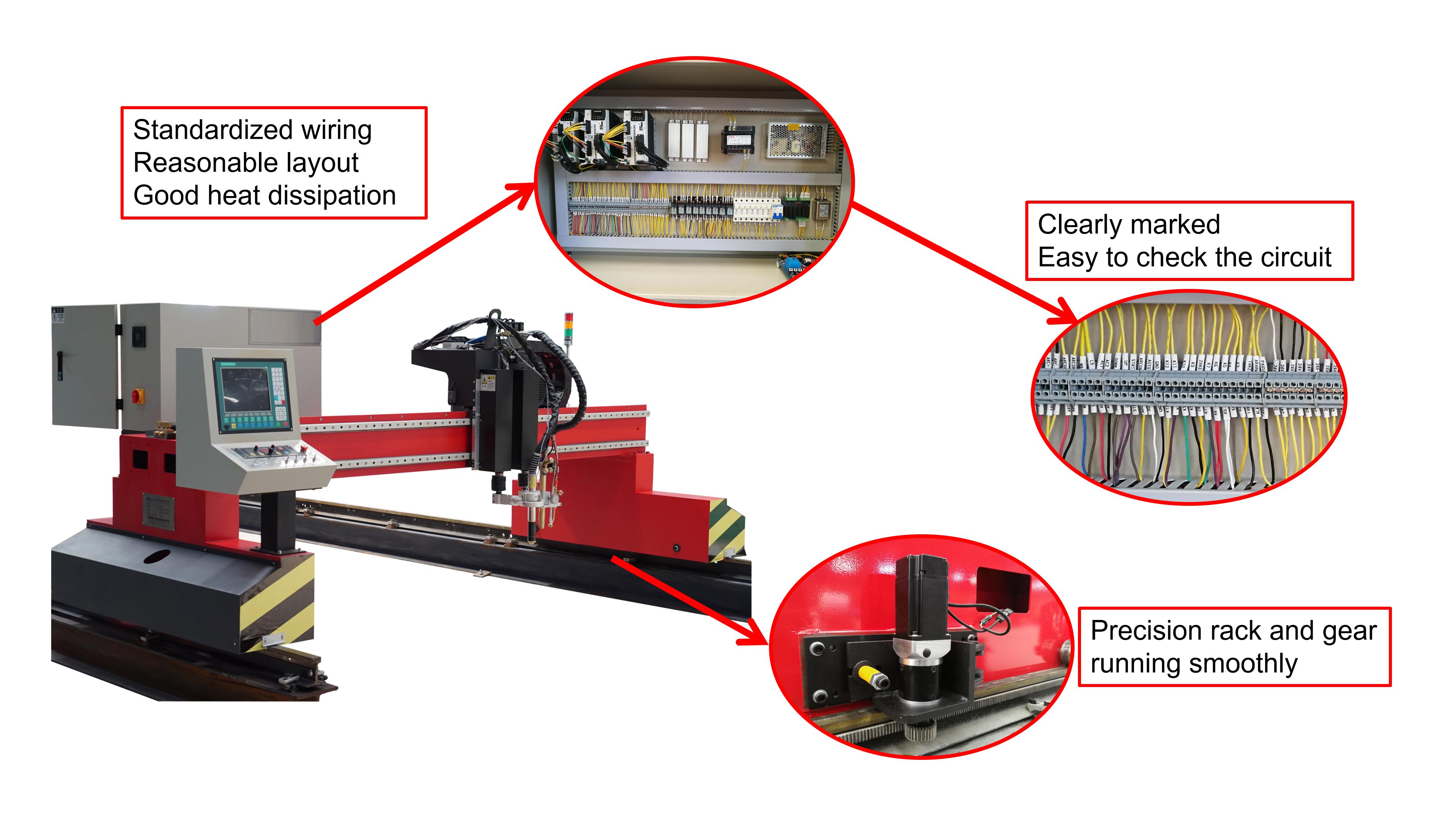
Denna serie plasmaskärmaskiner är en högeffektiv och högpresterande utrustning som använder portaltyp, enkeldrift eller dubbeldrift. Denna maskin använder avancerat CNC-system från utlandet, såsom spanska FAGOR och amerikanska Hypertherm. Dess utmärkta skärparametrar, pålitliga och stabila funktioner säkerställer den perfekta skäreffekten. CNC-flamma/plasmafackla har automatisk höjdregulator och automatisk tändningsfunktion, vilket är bekvämt att använda.
| Kvantitet: | |
|---|---|
MS-4B (7012)
HEAVTH
MS-4B
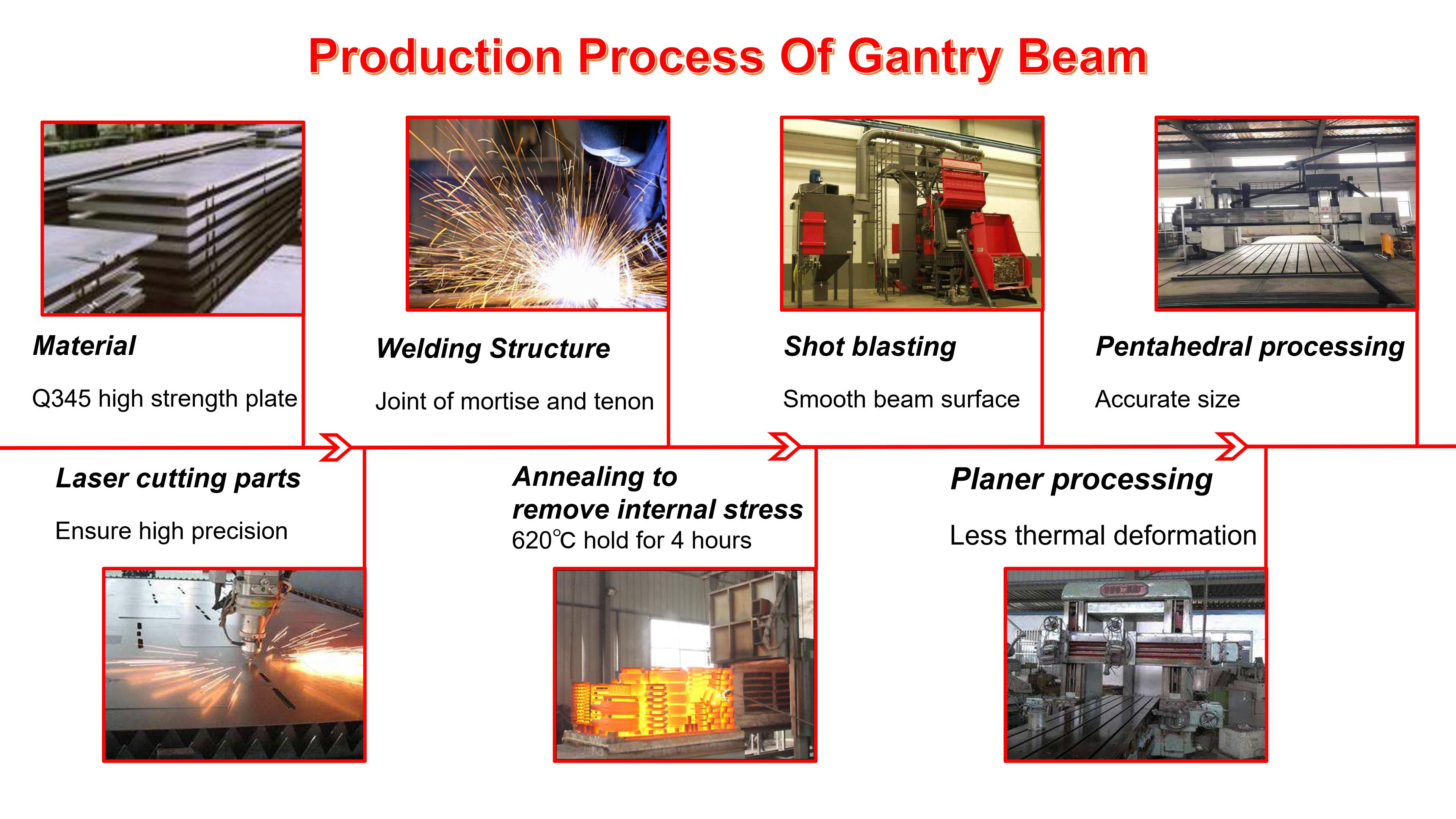
Hela maskinen antar den svetsade stålplåtssvetsade strukturen. Strålen skärs genom laserskärning och svetsas sedan samman. Balkens övre och nedre sidor böjs 90 grader med stålplåten, vilket kan minska deformationen och öka styvheten.
Balkens hängplatta är svetsad med 20 mm stålplåt, och hela ytan bearbetas med portalhyvel för att minska deformationen av hela ytan och förbättra precisionen.
Efter att hela maskinen är svetsad utförs åldringsbehandlingen först efter stressåldring, följt av ytrostborttagningsbehandlingen. Efter att primern applicerats målas ytan.
Teknisk parameter
Modell |
MS-4B (7012) |
||
Maskinens struktur |
Laserskärning, stålplåtssvetskonstruktion med värmebehandling |
||
Effektivt skärområde ( X/Y) |
6000 x 10000 mm |
||
Rälsavstånd i sidled |
7000 mm |
||
Längsledslängd |
12000 mm |
||
Antalet lyft |
Standard för den dubbla rörliga lyftanordningen |
||
Ingångsspänning |
AV-220V Enfas AV-220V |
||
ingångseffekt |
Cirka 3000W |
||
Körhastighet |
0-10 000 mm/min |
||
Skärningstyp |
1, plasmaskärning (med plasmaeffekt) 2, flamskärning 3, flam + plasmaskärning |
||
Fackellyft |
≤160 mm |
||
Driftnoggrannhet |
0,2 mm/m |
||
Flamskärningstjocklek |
Piercingtjocklek: 5-60mm Kantskärningstjocklek: 5-200mm |
||
Plasmaskärningstjocklek |
Enligt storleken på plasmaströmförsörjningen |
||
Flame automatisk tändanordning |
Med funktion för automatisk tändanordning |
||
https://www.youtube.com/embed/iMvJS8J_GtU