Mga Pagtingin: 0 May-akda: Site Editor Oras ng Pag-publish: 2023-01-02 Pinagmulan: Site
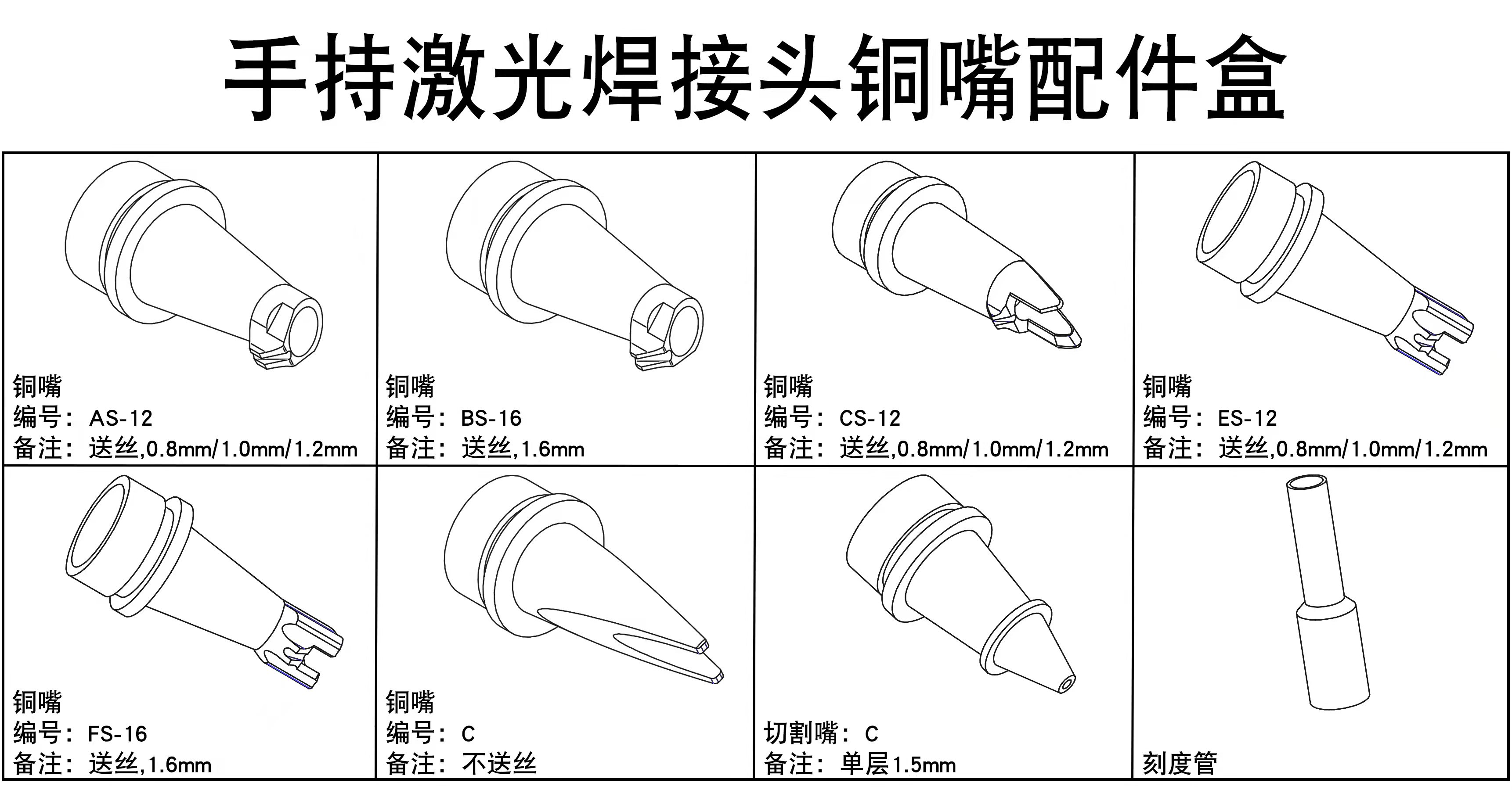
Ang pag-uuri ng mga nozzle ng tanso ay pangunahing nakikilala: kung magpapakain ng wire, ang laki ng welding wire, ang anggulo ng welding, tulad ng ipinapakita sa figure sa itaas , para sa isang halimbawa, ang panloob na sulok na wire feeding welding 1.0 welding wire ay gumagamit ng AS-12 cooper nozzle.
Depende sa mga pagkakaiba ng welding plate, kailangan naming gumamit ng iba't ibang welding wires (gas-protected solid cored welding wires)
Hindi kinakalawang na asero = hindi kinakalawang na asero na welding wire hal. ER304
Carbon steel / galvanized sheet = wire na bakal
Aluminum = aluminum wire (Para sa mga aluminum welding wire, inirerekomenda namin ang paggamit ng higit sa 5 serye ng mga serye ng alloy na aluminyo. Dahil mataas ang tigas nito at hindi madaling makaalis.)
① Mayroong dalawang uri ng nitrogen o argon na madaling makita. Tulad ng para sa welded stainless steel, inirerekomenda namin ang paggamit ng nitrogen dahil mas maganda ang welding effect na iyon. Ngunit siguraduhing huwag gumamit ng halo-halong gas o nitrogen dioxide gas.
② Mga kinakailangan sa air pressure: ang flow meter ay hindi bababa sa 15, at ang pressure gauge ay hindi bababa sa 3
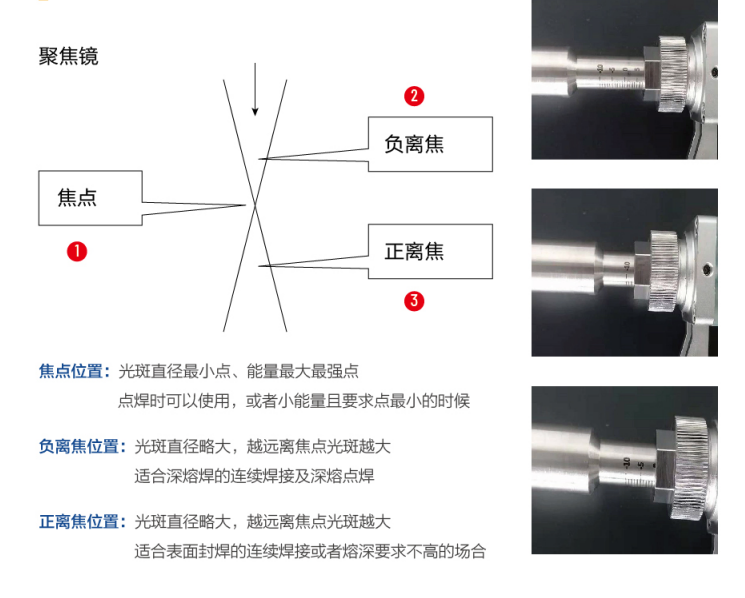
Karaniwan, 0 joule welding ang ginagamit ( 0 ng scale tube ay hindi nangangahulugan na ang focus ay 0, na apektado ng laser. Kaya mas mabuting sumailalim tayo sa aktwal na sitwasyon )